
- Stroj za oblikovanje zvitkov
- Stroj za oblikovanje zvitkov
- Potankosti izdelave enote
- Izbira oblike delovne površine valjčka
 Profilgib je stroj za upogibanje profila in cevi v danem kotu. Naprava upogne vogal, tir, I-žarek, kanal. Za delo z različnimi vrstami valjanih izdelkov se uporabljajo valji s površino, ki je v obliki podobna sekciji profila; upogib cevi se izvede na jaških z enostavno obliko. Upogibna sila se izvaja s pomočjo hidravlične spone, kovina pa se deformira. Električni tovarniški stroji lahko ustvarijo pritisk na profil približno 8 ton ali več.
Profilgib je stroj za upogibanje profila in cevi v danem kotu. Naprava upogne vogal, tir, I-žarek, kanal. Za delo z različnimi vrstami valjanih izdelkov se uporabljajo valji s površino, ki je v obliki podobna sekciji profila; upogib cevi se izvede na jaških z enostavno obliko. Upogibna sila se izvaja s pomočjo hidravlične spone, kovina pa se deformira. Električni tovarniški stroji lahko ustvarijo pritisk na profil približno 8 ton ali več.
Stroj za oblikovanje zvitkov
 Za delovanje strojev se uporablja načelo hladne deformacije, vendar obstajata dve vrsti enot, ki se razlikujeta v smeri uporabe sile. Sheme se razlikujejo po konstrukcijskih shemah, posebnosti lokacije gredi (premične in statično negibljive) in pogona, vendar delujejo z enako učinkovitostjo.
Za delovanje strojev se uporablja načelo hladne deformacije, vendar obstajata dve vrsti enot, ki se razlikujeta v smeri uporabe sile. Sheme se razlikujejo po konstrukcijskih shemah, posebnosti lokacije gredi (premične in statično negibljive) in pogona, vendar delujejo z enako učinkovitostjo.
V prvem primeru se ščipalni valj premika v smeri od zgoraj, to je običajna shema, ki se uporablja pri upogibih cevi in strojih za upogibanje profila. Če gred pritisne na obdelovanec od spodaj, je to druga varianta deformacijske sile. Stranski valji so stacionarni, premika se samo osrednja gred, načelo se uporablja v enotah s hidravliko.
Stroj za oblikovanje zvitkov
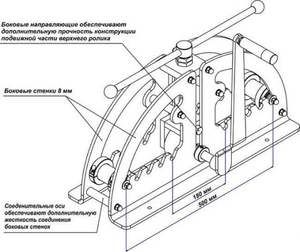
 Kljub navidezni zapletenosti enote lahko stroj za oblikovanje zvitkov naredite z lastnimi rokami. Risbe se izvajajo neodvisno ali so izbrane iz interneta, medtem ko shematična slika ne ustreza veliko, potrebna je podrobna slika elementov s točnimi dimenzijami. Domače enote so običajno izdelane za delo s profilom premera do 50-60 mm.
Kljub navidezni zapletenosti enote lahko stroj za oblikovanje zvitkov naredite z lastnimi rokami. Risbe se izvajajo neodvisno ali so izbrane iz interneta, medtem ko shematična slika ne ustreza veliko, potrebna je podrobna slika elementov s točnimi dimenzijami. Domače enote so običajno izdelane za delo s profilom premera do 50-60 mm.
Priprava materialov in enot
Za izdelavo stroja boste potrebovali elemente:
- ležajne enote z valjanimi valji;
- kovinski kanal visok 80 cm;
- tri jeklene gredi s premerom 8 cm vsaka;
- veriga kolesnih koles ali verigo lahko vzamete iz orodja "Zhiguli";
- jekleni trak, njegova debelina ne sme biti manjša od 5-6 mm;
- Vijaki M20, dolgi najmanj 6 cm, ki jim ustrezajo matice;
- kovinska okovja z gladko površino s premerom 12 mm.
Da bi naredili praznine za posteljo, sta od kanala odrezana dva prečna dela dolžine 20 cm in dva vzdolžna dela po 70 cm, na vzdolžnih odejah pa sta konca obrezana na 70 °.
Začetna faza dela
 Če želite določiti natančno mesto pritrditve ležajev, jih pritrdite na vrh dveh vzdolžnih delov ležišča in označite vijake. Za delo na kovinski površini z uporabo jedra. Ležajni sklopi so položeni na stran, v delih okvirja pa se izvrtajo luknje za vrtanje s pomočjo električnega vrtalnika in svedra s premerom 20 mm za kovino.
Če želite določiti natančno mesto pritrditve ležajev, jih pritrdite na vrh dveh vzdolžnih delov ležišča in označite vijake. Za delo na kovinski površini z uporabo jedra. Ležajni sklopi so položeni na stran, v delih okvirja pa se izvrtajo luknje za vrtanje s pomočjo električnega vrtalnika in svedra s premerom 20 mm za kovino.
Stranski pritrdilni elementi za gred so narejeni iz kanala, izdelani so na mestu, glede na premer gredi, izbran za stroj. Za prehod gredi se v pritrdilnih elementih izvrtajo luknje. Da prepreči, da bi gred zaradi velikih naporov med delovanjem spremenil svoj položaj, so robovi luknje ojačani z jeklenimi trakovi, skupna debelina montažne stene v odprtini luknje je najmanj 1 cm.
Vpenjalna enota je oblikovana iz vnaprej pripravljenega dela kanala z dolžino, enako širini gredi, konci obdelovanca so poševni pod kotom 45 °. Okostje za gred je izdelano v obliki črke U, uporabljata se dva stranska kosa kanala in prečna slepa. Iz ostankov kovinskega profila dobimo še dva zaviha dolžine 50 cm, ki jih uporabimo za usmerjanje gibanja gredi.
Naslednja faza izdelave
 Iz kovinskega traku sta izrezana dva kosa, njihova dolžina se izračuna tako, da se prosto prilegata notranjemu delu kanala - to bodo pritrdilni elementi za vijačne povezave. Da bi zagotovili prehod vijakov, izvrtajte luknje v ploščah, tako da jih namestite 1 cm od roba. Končani pritrdilni elementi so nameščeni v votlino kanala in varjeni.
Iz kovinskega traku sta izrezana dva kosa, njihova dolžina se izračuna tako, da se prosto prilegata notranjemu delu kanala - to bodo pritrdilni elementi za vijačne povezave. Da bi zagotovili prehod vijakov, izvrtajte luknje v ploščah, tako da jih namestite 1 cm od roba. Končani pritrdilni elementi so nameščeni v votlino kanala in varjeni.
V končno konstrukcijo ležišča se vstavi gred, nato se vzdolžni in prečni obdelovanci spajajo z varjenjem. Navpične vodilne letve iz kanala so pritrjene na končno posteljo, tako da se lahko sklop objemke premika vzdolž njih.
 Vpenjalni osrednji vijak bo nameščen v luknji s premerom 22 mm, luknja je izvrtana tako, da se vijak prosto giblje v njej, vendar ne bi mogel izpadti. Za dosego tega cilja so na koncu vijaka varjeni majhni zaustavitveni razpoki.
Vpenjalni osrednji vijak bo nameščen v luknji s premerom 22 mm, luknja je izvrtana tako, da se vijak prosto giblje v njej, vendar ne bi mogel izpadti. Za dosego tega cilja so na koncu vijaka varjeni majhni zaustavitveni razpoki.
Vodilni tekači za premikanje vozička bodo nameščeni na prečnem traku, za katerega sta dva kanala iz kanala, njihova velikost pa je določena z razdaljo med tekači. V telesu tekačev sta narejeni dve luknji, ki sta označeni tako, da sovpadata s tistimi, ki so na voljo v teku. Za osrednjo matico je narejena skozi luknjo, na katero je privita matica.
 Če želite pritrditi prečko na vrhu, uporabite dva vijaka, ki gresta skozi. Za zanesljiv nosilec uporabite gravirne podložke. Ležajne enote so pritrjene s sorniki, skozi njih pa skozi ustrezne luknje, gravirne podložke se uporabljajo za zategovanje. Gredi, nameščene na ležajnih sklopih, so nameščene na vrhu konstrukcije okvirja.
Če želite pritrditi prečko na vrhu, uporabite dva vijaka, ki gresta skozi. Za zanesljiv nosilec uporabite gravirne podložke. Ležajne enote so pritrjene s sorniki, skozi njih pa skozi ustrezne luknje, gravirne podložke se uporabljajo za zategovanje. Gredi, nameščene na ležajnih sklopih, so nameščene na vrhu konstrukcije okvirja.
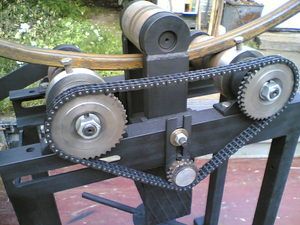
Po opravljenem delu z varjenjem povežejo zobnike s pestmi, za to je zadnji del varjen pod verigo. Gred vretena in pesto morata biti premera enake velikosti. Da bi zagotovili zanesljivo povezavo, je na pesta odložen štrleči utor, v telesu gredi pa je prerezan prečni utor. Najpogosteje je zobje preprosto privarjeno na gred, nato nataknjeno vreteno in zategnjeno s preprosto matico in zaporno matico.
Zadnja faza
 Na sredini vodilnega navpičnega kanala pod dnom zapornice je privita os, ki pritrdi vrata sama, namestite jo s strani, kjer se nahajajo prestave . Pred varjenjem preverite razmerje osi in tekačev, tako da lahko po potrebi verigo odstranite ali vržete, vendar je v delovnem položaju raztegnjena.
Na sredini vodilnega navpičnega kanala pod dnom zapornice je privita os, ki pritrdi vrata sama, namestite jo s strani, kjer se nahajajo prestave . Pred varjenjem preverite razmerje osi in tekačev, tako da lahko po potrebi verigo odstranite ali vržete, vendar je v delovnem položaju raztegnjena.
Za izdelavo standardnih vrat se uporablja del jeklenega traku, njegova dolžina je 50 cm, na en konec obdelovanca je privarjen kos palice, ki bo deloval kot ročaj. Na drugem koncu je trak privarjen na pesto, premer zadnjega dela pa je enak notranjemu premeru pripravljenih zobnikov.
Zobnik, namenjen prehodu verige skozi njo, je pritisnjen na pesto ročaja, delo se izvaja s pomočjo primeža. Da bi bil postopek hitrejši in bolj priročen, se prestava segreje na visoko temperaturo (vsaj 120 ° C). V takih pogojih se namestitvena luknja poveča in olajša vstavljanje, še posebej, ker bo hlajenje zožilo luknjo, zobnika ni mogoče odstraniti.
Za izdelavo vpenjalnega sklopa se preostanek armature vzame in natakne v luknjo na robu vijaka; Preden vtaknete verigo na tri delovne zobnike, je pesto nameščeno na osi, vnaprej utrjeno in zategnjeno z glavno in zaporno matico. Kot rezultat, je zanesljiv menjalnik, ki oddaja rotacijsko gibanje.
Končna faza je barvanje postelje in vseh stacionarnih elementov enote, da se prepreči širjenje procesa korozije na kovinske dele. Premikajoče in vrteče se enote in deli ne lakirajo, prav tako delov, ki se drgnejo drug ob drugega, ni mogoče obdelati z barvo.
Potankosti izdelave enote
Začetna zahteva je priprava risb. Na internetu lahko prenesete ročne sheme upogibanja profilov. Risbe, ki jih naredite sami, bo treba na novo urediti, saj vse predlagane sheme ne morejo ustrezati več vrstam profilov in izposoje.
Kljub preprostosti montaže je treba poskrbeti za pravilno razporeditev vseh elementov, tako da se med ogromno obremenitvijo med upogibanjem deli ne zrahljajo. Nepravilna razporeditev gredi in vodil za premikanje vozička bo povzročila, da se profil med delovanjem odtrga ali da pride do napačnega (kotnega, naklonskega) polmera, material se poškoduje.
Risbe se vzamejo iz interneta samo, če oblika profila sovpada, kar je v praksi zelo redko. Uporabite lahko samo shemo ležišča in lokacijo vpenjalne opreme, pesto z zobniki in ročice. Risba se lahko šteje za primerno za izdelavo stroja za upogibanje le v določenem primeru:
- če med izdelavo risbe ni bilo tehničnih napak, lahko to stran ugotovi le specialist, zato se morate posvetovati z izkušenim mehanikom;
- opis postopka sestavljanja je podrobno sestavljen in vse oznake in velikosti dela so poleg glavne risbe podane podrobne sheme, ki kažejo relativni položaj delovnih in pomožnih elementov, pritrdilnih elementov;
- pri gradnji se uporabljajo materiali in deli, katerih pridobitev ni težavna.
V bistvu mojster sam naredi risbo, osnova pa je že pripravljena shema in jih prilagodi lastnim potrebam. V procesu načrtovanja je treba opozoriti na nekatere nianse:
- obrisi podpornih površin valjev so izbrani ne samo ob upoštevanju prereza profila, temveč tudi njegove oblike in konfiguracije, včasih je takšno delo težko opraviti;
- upošteva, katera stran profila se bo upognila, na primer vogalna polica bo zunaj loka ali znotraj njega.
Upoštevati je treba konfiguracijo najema, da se po prehodu profila vzdolž valjev pridobi kvalitativno ukrivljen profil, ne da bi pri tem zdrobili njegove vzdolžne izbokline. To je še posebej pomembno pri izdelkih velikega prereza, brez natančnega izbora površine valjev bo profil postal neuporaben in ga bo težko uporabiti za predvideni namen.
Izbira oblike delovne površine valjčka
Majhni odseki, na primer tanka cev ali kvadrat, se dobro upognejo brez zapletenih površin, podporna stran valjev je ravna in enakomerna. Preostali del najema zahteva takšne rešitve, v skladu s katerimi so nekatere rešitve opredeljene in standardizirane:
- Za upogibanje cevi pravokotnega ali kvadratnega preseka se stranska površina valjev brusi v obliki ravne površine s pravokotnimi stranicami na robovih. Takšna zasnova je potrebna, tako da se profil s svojimi zunanjimi dimenzijami trdno prilega v oblikovano votlo. Stran vzajemnega valja je narejena tako, da ustreza notranji velikosti razdalje med stranema podpornega valja. Njegova površina trdno vstopi med njih in zadrži profil pred trganjem.
- Ovalna ali okrogla ojačitev ali palica se uspešno upogne na valje z utorom na stranski površini potrebnega odseka.
- Če morate upogniti vogal na zunanji ravnini (končni lok ima notranji vogalni del na zunanji strani), potem je kontura upogibnega valja narejena ravna, vendar se ob robu sproži zadrževalna plošča. Programska gred je na strani postavljena ravno, na stroju je izbran delovni položaj valjev, tako da je reža med njimi enaka debelini vogalne police.
- Upogibanje vogala na notranji površini zahteva pritrdilno kroglico na gredi pulta, glavni valj pa je izdelan z ravno površino.
- Kanal je upognjen podobno kotom, le pritrdilne stranice so nameščene na obeh straneh nosilne ali povratne gredi. Odvisno od tega, na kateri strani končnega loka se bodo nahajale police kanalov.
- Za upogibanje I-žarka so površine zgibnega in podpornega valjčka enakomerne in enake velikosti, ki je enaka notranji razdalji med prirobnicami I-žarka. Konci gredi gredo v votlino med policami najema in preprečujejo morebitno deformacijo.
- Včasih je potrebno upogniti kanal ali I-žarek čez police. V tem primeru je treba izdelati kompleksno površino vzajemne in glavne gredi, na kateri je na obeh straneh nameščena držala.
Nemogoče je opremiti stroj za upogibanje profila, ki bo univerzalen za delo s katerim koli profilom. Idealna rešitev je, da poberete komplete odstranljivih valjev, ki jih boste shranili za vsako priročno priložnost, in jih po potrebi pritrdite s pomočjo vijaka. Te značilnosti so izračunane v fazi načrtovanja in so zabeležene na risbah.