
 Pri nameščanju električnega ožičenja je posebna pozornost namenjena električnim stikom, saj sta od tega odvisna kakovost in zanesljivost celotnega električnega omrežja. Sestavni del takih stikov je povezava žic. Za to se uporabljajo tako sodobne tehnologije kot stare metode. Vsaka metoda ima svoje prednosti in slabosti. Kakšno vrsto zvite žice uporabiti, je izbrano med pogoji in zmogljivostmi.
Pri nameščanju električnega ožičenja je posebna pozornost namenjena električnim stikom, saj sta od tega odvisna kakovost in zanesljivost celotnega električnega omrežja. Sestavni del takih stikov je povezava žic. Za to se uporabljajo tako sodobne tehnologije kot stare metode. Vsaka metoda ima svoje prednosti in slabosti. Kakšno vrsto zvite žice uporabiti, je izbrano med pogoji in zmogljivostmi.
Zahteve za zasuke
Zvijanje žic skupaj je najbolj priljubljen in najlažji način, a hkrati najbolj nezanesljiv. Da bi razumeli, kako pravilno zviti žice, si je treba predstavljati, kakšni procesi lahko potekajo na stičišču. Sčasoma se zaradi temperaturne izpostavljenosti objemka zrahlja. To je posledica linearne ekspanzije prevodnika med prehodom velikih količin toka. Stik na stičišču je oslabljen, njegova upornost se poveča, oziroma se zasukalna točka segreje. Žice se oksidirajo in pregrejejo, stik izgine ali pride do razpada izolacije, kar je povezano s kratkim stikom in ognjem.
 Zahteve za zvite žice urejajo pravila za namestitev električne opreme (PUE). Osnovna pravila za katero koli metodo povezovanja žic je zagotavljanje stika brez dodatnega upora. To pomeni, da ta vrednost na mestu zvijanja ne sme presegati minimalne vrednosti upora samih žic. To velja za zahteve mehanske trdnosti, kontaktna točka ne sme biti manj trpežna od vrednosti jakosti žic.
Zahteve za zvite žice urejajo pravila za namestitev električne opreme (PUE). Osnovna pravila za katero koli metodo povezovanja žic je zagotavljanje stika brez dodatnega upora. To pomeni, da ta vrednost na mestu zvijanja ne sme presegati minimalne vrednosti upora samih žic. To velja za zahteve mehanske trdnosti, kontaktna točka ne sme biti manj trpežna od vrednosti jakosti žic.
Zato so v skladu s PUE preprosto izdelani spoji v obliki zvijanja med namestitvijo električnih ožičenj prepovedani. Po zvijanju so potrebne dodatne operacije za povečanje njegove zanesljivosti. To je lahko spajkanje, varjenje, stiskanje, mehansko vpenjanje.
Pomembno je upoštevati, da je zvijanje uporabno le, če so povezani vodniki izdelani iz istega materiala. V nasprotnem primeru nastane kemična spojina zaradi oksidacije, ki zvijanje hitro uniči.
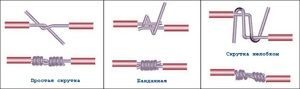
Obstajajo različne vrste zasukov:
- vzporedno preprost;
- dosledno preprosto;
- vzporedni žleb;
- serijski utor;
- zavoj.
 Preden začnete povezavo, morate pripraviti žice. Če želite to narediti, morate odstraniti izolacijo na dolžini najmanj 50 mm, očistiti golo žico s finim smrečjem in šele nato nadaljevati zvijanje. Vzporedna povezava se uporablja, kadar je treba spojeti konce žic skupaj, na primer v stikalnih omaricah. Sekvenčni zasuk med izvajanjem veje.
Preden začnete povezavo, morate pripraviti žice. Če želite to narediti, morate odstraniti izolacijo na dolžini najmanj 50 mm, očistiti golo žico s finim smrečjem in šele nato nadaljevati zvijanje. Vzporedna povezava se uporablja, kadar je treba spojeti konce žic skupaj, na primer v stikalnih omaricah. Sekvenčni zasuk med izvajanjem veje.
Način vzporedne povezave
Vzporedna povezava je enostavna operacija, ki pomeni metodo, pri kateri se dve žici, odvzeti na isto dolžino, vzporedno uporabljata. Nadalje se goli konci sekajo, tako da se robovi dotikajo drug drugega. Nato se z vrtljivim gibanjem začnejo zasukati. Treba je zasukati v eno smer, v katero smer - ni pomembno.
Izolirani deli prevodnikov ne smejo zviti skupaj. Najprej se vodniki obrnejo z rokami in oblikujejo smer, nato pa jih zvijejo s kleščami. Hkrati se konci žic vzamejo s kleščami, da se zvijajo enakomernost. Metoda „vzporedno z žlebom“ pomeni, da je pri zvijanju eno jedro negibno, drugo pa ga plete. Za to se začne od konca izolacije tri do štiri obrate okoli drugega z eno žico. Prvo s tesnim dotikom položimo vzporedno z drugim in na koncu spet izvedemo tri do štiri zavoje.
Opis zaporedne metode
 Serijska preprosta povezava se izvede na drug način. Izvlečeni konci žic niso pritrjeni drug na drugega, temveč so razporejeni v nasprotni smeri, s prekrivanjem. Sredina odtrganih žil se nanese ena na drugo, nato pa se plete v eno smer in v drugo. V tem primeru je potrebno, da odtrgane žice ne padejo na izolacijo nasprotne žice. Pri zvijanju z utorom je vsako jedro pleteno z drugim le na koncih izolacije, na sredini pa prehaja s tesnim dotikom.
Serijska preprosta povezava se izvede na drug način. Izvlečeni konci žic niso pritrjeni drug na drugega, temveč so razporejeni v nasprotni smeri, s prekrivanjem. Sredina odtrganih žil se nanese ena na drugo, nato pa se plete v eno smer in v drugo. V tem primeru je potrebno, da odtrgane žice ne padejo na izolacijo nasprotne žice. Pri zvijanju z utorom je vsako jedro pleteno z drugim le na koncih izolacije, na sredini pa prehaja s tesnim dotikom.
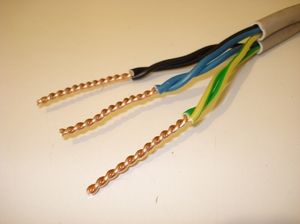
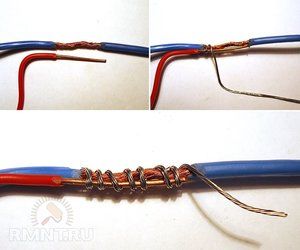
Kabelski zasuk
Izvaja se vzporedno in zaporedno . Pri prvi metodi se žice med seboj stisnejo z izolacijskim slojem, okoli odtrganih prevodnikov pa se v spiralnih gibih navije tretji vodnik. Če želite to narediti, en konec dodatne žice držijo prsti, drugi pa s pomočjo klešč zaviti okoli, tesno stisnejo povezovalna jedra med seboj. Pri drugi metodi se odstranjene vene nanesejo vzporedno, vendar nasproti drug drugemu, ne da bi dosegle en ali dva milimetra do izolacije nasprotne žice. Nato tesno zaženite v dodatnem vodniku.
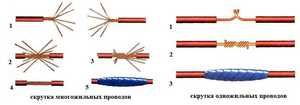
Nasedli kabel
 S to povezavo obstajajo majhni odtenki. Za povečanje kontaktnega območja se uporabljajo iste metode, vendar s predhodnim ločevanjem žic v vsaki žici. Po odstranitvi izolacije se žice gojijo v vsaki žici in iz njih se ustvarijo dva do štirje pigtails z enakim številom žic v vsaki. Nato so zložene ena na drugo in žice so z vsake žice zvite po en pigtail. Na koncu se dobljeni pigtails prepletajo. Tako dobimo pravilno zvijanje žic z močno mehansko trdnostjo in nizko odpornostjo.
S to povezavo obstajajo majhni odtenki. Za povečanje kontaktnega območja se uporabljajo iste metode, vendar s predhodnim ločevanjem žic v vsaki žici. Po odstranitvi izolacije se žice gojijo v vsaki žici in iz njih se ustvarijo dva do štirje pigtails z enakim številom žic v vsaki. Nato so zložene ena na drugo in žice so z vsake žice zvite po en pigtail. Na koncu se dobljeni pigtails prepletajo. Tako dobimo pravilno zvijanje žic z močno mehansko trdnostjo in nizko odpornostjo.
Število obratov, ki jih dobimo med delovanjem, mora biti več kot šest. Vrste žičnih povezav niso odvisne od uporabljenega materiala in se izvajajo enako za aluminijaste in bakrene žice. Pomembno je razumeti, da ni mogoče zviti različnih vrst žic skupaj, aluminijasta žica pa se lahko prekine, če je pretirano zvita. Če je treba zasukati več kot dve žici, se procesna tehnologija ne bo spremenila.
Dodatne tehnološke operacije
Ker PUE prepoveduje samo zvijanje in povezave različnih materialov nemogoče, bi se postopek zvijanja končal s končnim blokom ali spajkanjem. Za zanesljivo povezavo uporabite naslednje korake:
- spajkanje;
- varjenje;
- vijačne spone;
- stiskanje v posebnih vzmetnih napravah;
- stiskanje.
Spajkanje in varjenje na povezavi
 Edina pomanjkljivost te operacije je kompleksnost dela. Za spajkanje bo potreben kositer in fluks. Pri delu z bakrom se kolofonija uporablja v obliki fluksa, medtem ko se za aluminij uporabljajo visoko aktivni tokovi, ki vsebujejo oleinsko kislino in litijev jodid. Če je spajkalnik z močjo do 100 W dovolj za spajkanje bakra, nato pa aluminij varimo s pomočjo plinskega grelnika, mora biti temperatura ogrevanja 400-500 stopinj. Spajka za baker se uporablja svinec-kositer. In za aluminij z vsebnostjo cinka .
Edina pomanjkljivost te operacije je kompleksnost dela. Za spajkanje bo potreben kositer in fluks. Pri delu z bakrom se kolofonija uporablja v obliki fluksa, medtem ko se za aluminij uporabljajo visoko aktivni tokovi, ki vsebujejo oleinsko kislino in litijev jodid. Če je spajkalnik z močjo do 100 W dovolj za spajkanje bakra, nato pa aluminij varimo s pomočjo plinskega grelnika, mora biti temperatura ogrevanja 400-500 stopinj. Spajka za baker se uporablja svinec-kositer. In za aluminij z vsebnostjo cinka .
Sama tehnologija je preprosta, saj je toplotna prevodnost sukanca večja od spajke, ko se stopi, gre v stičišče, kar ustvarja tanko plast. Pri spajkanju velikih dotokov spajkal ni dovoljen, le-ta mora biti enakomerno razporejen po celotni površini.
Uporaba vijačne spone
Vijačne spone v svojem načelu delovanja vključujejo mehansko stiskanje zasukanih površin s pomočjo vijačnih spojev. Za to se uporabljajo jekleni bloki. Končana sukanca ali posamezni prameni žice so položeni pod jekleno podložko in stisnjeni z vijačenjem. V tem primeru vpenjalo izvede tako podložka sama, kot samo vijak. Prvi način je boljši, saj je kontaktna površina večja.
Sam priključni blok je videti kot plošča na izolatorju s skupino kontaktov. S pomočjo priključnih blokov so priključene tako bakrene kot aluminijaste žice različnih odsekov.
Uporaba vzmetnih naprav
 Omogočajo najhitrejšo povezavo brez uporabe orodij. Končni bloki Wago se pogosto uporabljajo. Na voljo so ne samo v različnih velikostih, ampak tudi za različno število priključenih žic. Z njihovo pomočjo so priključene enosmerne in nasedle žice različnih odsekov in vrst. Žice se kombinirajo tako posamezno kot med seboj. Če želite to narediti, imajo priključni bloki kljukico, ki omogoča polaganje žice in vpenjanje v notranjost po zatiranju. Ali pa uporabite orodje za sponko.
Omogočajo najhitrejšo povezavo brez uporabe orodij. Končni bloki Wago se pogosto uporabljajo. Na voljo so ne samo v različnih velikostih, ampak tudi za različno število priključenih žic. Z njihovo pomočjo so priključene enosmerne in nasedle žice različnih odsekov in vrst. Žice se kombinirajo tako posamezno kot med seboj. Če želite to narediti, imajo priključni bloki kljukico, ki omogoča polaganje žice in vpenjanje v notranjost po zatiranju. Ali pa uporabite orodje za sponko.
S terminalom Wago lahko aluminij povežemo tudi z bakrom. Toda za to se uporablja posebna pasta, ki preprečuje dostop zraka, žične pramene pa vzrejajo v ločenih celicah.
Stiskanje priključenih vrvic
 Po potrebi priključite žice velikega preseka z uporabo vodil (rokavov). Žice se odstranijo in vstavijo v rokave, nato pa se s pomočjo klešč za stiskanje rokav stisne in žica se stisne. Takšna povezava velja za zanesljivo, vendar zahteva specializirano orodje.
Po potrebi priključite žice velikega preseka z uporabo vodil (rokavov). Žice se odstranijo in vstavijo v rokave, nato pa se s pomočjo klešč za stiskanje rokav stisne in žica se stisne. Takšna povezava velja za zanesljivo, vendar zahteva specializirano orodje.
Priključne izolacijske spone (PPE) se prav tako štejejo za vrsto pritrditve. Po sukanju žice, odvisno od premera, se pokrovčki privijejo na vrh povezave, pritisnejo na kontakt in ga izolirajo.
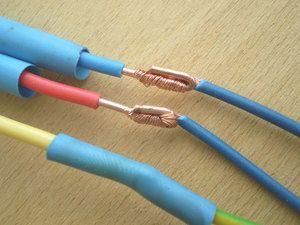
Zadnja zadnja faza po končani povezavi je njena temeljita izolacija. Kot izolator se uporablja dielektrični izolacijski trak ali toplotna cev. Izolacija mora biti 2-3 cm večja od samega križišča. Izolacijo je treba izvesti učinkovito, sicer obstaja možnost okvare med žicami, kar bo privedlo do kratkega stika.