
- Bistvo in metode varjenja
- Značilnost elektrode
- Značilnosti varjenja argonskega loka
- Oprema za varjenje
- Naziv pretvornika
- Prednosti in slabosti
 Tungsten Inert Gas (TIG) je ročna ali avtomatska metoda varjenja z oblokom. Možno je, če uporabimo neuporabno elektrodo v ogljikovem dioksidu ali zaščitno inertno z oblikovanjem učinkovite delovne mešanice. Ta metoda je skupaj z drugimi funkcijami določena v skoraj vseh sodobnih varilnih strojih . Najboljši materiali, ki se ne porabijo pri tej metodi, je volfram, zato kratica pogosto ni TIG, ampak WIG.
Tungsten Inert Gas (TIG) je ročna ali avtomatska metoda varjenja z oblokom. Možno je, če uporabimo neuporabno elektrodo v ogljikovem dioksidu ali zaščitno inertno z oblikovanjem učinkovite delovne mešanice. Ta metoda je skupaj z drugimi funkcijami določena v skoraj vseh sodobnih varilnih strojih . Najboljši materiali, ki se ne porabijo pri tej metodi, je volfram, zato kratica pogosto ni TIG, ampak WIG.
Bistvo in metode varjenja
 TIG varjenje se uporablja za spajanje nerjavnih, konstrukcijskih in ogljikovih jekel, niklja, titana, aluminija, bakra, silicijevih bron, medenine, različnih zlitin in drugih kovin. Uporablja se v toplotni, kemični, prehrambeni, naftni in drugi industriji.
TIG varjenje se uporablja za spajanje nerjavnih, konstrukcijskih in ogljikovih jekel, niklja, titana, aluminija, bakra, silicijevih bron, medenine, različnih zlitin in drugih kovin. Uporablja se v toplotni, kemični, prehrambeni, naftni in drugi industriji.
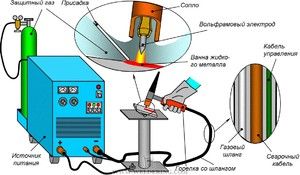
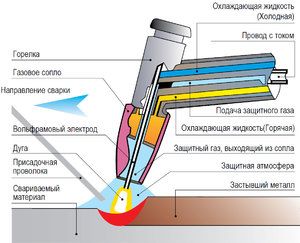
Med izdelkom in neiztrošno elektrodo nastane električni lok, ki topi robove kovine za polnjenje in varjenega izdelka. Gorilnik dovaja gorilnik do varilnega območja, ki ščiti zvarni bazen, končno stran polnilne žice, električni lok in kristalizacijski šiv pred izpostavljenostjo zraku.
Razvrstitev ročnega varjenja je lahko predstavljena:
- Po metodi vžiga loka. Lok se vžge z dotikom površine zvarjenega izdelka z elektrodo ali tvorba loka se izvede z uporabo izhodnih trakov. Bolj praktično in lažje je oblikovati lok s posebnim blokom - oscilatorjem.
- Po vrsti zaščitenega pretoka plina. Plin mora biti enakomerno razporejen po šobi. To dosežemo z laminarnim tokom ali v plinski komori.
- Po vrsti zaščitnega plina. Kot zaščitni plin se lahko uporabljajo argon, helij, dušik ali mešanica plinov.
- Po vrsti ločnega loka. Možno je variti neprekinjeno goreč lok ali stisnjen lok. Impulzno obločno varjenje se uporablja, kadar med delovanjem lok pulzira z dano razmerje premora in pulza.
- Iz tehničnih razlogov. Varjenje se izvaja s potopljenim ali prodornim lokom, seznanjenimi elektrodami in snopom elektrod.
- Po vrsti toka. Varjenje je bodisi enosmerni ali izmenični tok.
TIG varjenje je univerzalna oblika spajanja najrazličnejših kovin na katerem koli položaju v prostoru.
Značilnost elektrode
Volframove elektrode se uporabljajo za varjenje z nepotrošljivimi elektrodami. Zanje je značilno visoko tališče in dejstvo, da ne sodelujejo pri tvorbi zvara. Take blagovne znamke (GOST 23949−80) so bile široko uporabljene:
- čisti volfram;
- z lantanovim oksidom;
- z itrijevim oksidom;
- s torijevim oksidom.
 Ti legirni elementi izboljšajo kakovost volframa in dodajo odpornost proti taljenju. Za razlikovanje palic se sprejme črka in barvna oznaka. Črka označuje kemično sestavo in nečistoče, barva pa označuje vrste oksida, ki jih elektroda vsebuje.
Ti legirni elementi izboljšajo kakovost volframa in dodajo odpornost proti taljenju. Za razlikovanje palic se sprejme črka in barvna oznaka. Črka označuje kemično sestavo in nečistoče, barva pa označuje vrste oksida, ki jih elektroda vsebuje.
Izbira premera elektrode je odvisna od stopnje volframa, vrste in velikosti varilnega toka. Če izberete pravilen način varjenja, potem za vsako uro zgorevanja pretok palice ne bo presegel dva centimetra. Temperatura delovnega okolja lahko doseže 6 tisoč stopinj toplote.
Pri segrevanju se v ozračju lahko oksidirajo neuporabne elektrode, zato je delovni medij volframa zaščiten s plinom. Z uporabo argona in helija dosežemo kakovost varjenja. Najbolj udobno bo varjenje z direktno polarnostjo pri konstantnem toku. V tem primeru je bakla udobna in lahka, zato je postopek varjenja enostaven.
 Značilnost elektrod za TIG varjenje je potreba po nadzorovanju in pripravi stanja njihovih konic. Od tega je odvisen pritisk loka na površini in porazdelitev energije, kar vpliva na globino in širino zvara izdelka, pa tudi na velikost in obliko šiva. Pravila ostrenja so odvisna od blagovne znamke samega potrošnega materiala in pogojev delovanja argonsko-obločnega varjenja. Konico elektrode lahko mletite s pomočjo brusilnika ali brusilnega kolesa.
Značilnost elektrod za TIG varjenje je potreba po nadzorovanju in pripravi stanja njihovih konic. Od tega je odvisen pritisk loka na površini in porazdelitev energije, kar vpliva na globino in širino zvara izdelka, pa tudi na velikost in obliko šiva. Pravila ostrenja so odvisna od blagovne znamke samega potrošnega materiala in pogojev delovanja argonsko-obločnega varjenja. Konico elektrode lahko mletite s pomočjo brusilnika ali brusilnega kolesa.
Značilnosti varjenja argonskega loka
 Argonsko varjenje z lokom zaradi visoke vsestranskosti se pogosto uporablja. Argon se med varjenjem uporablja kot zaščitni plin. Varjenje delimo na ročno varjenje in avtomatsko. Z njegovo pomočjo lahko dobite šive z gladko strukturo, lepim videzom in visoko trdnostjo.
Argonsko varjenje z lokom zaradi visoke vsestranskosti se pogosto uporablja. Argon se med varjenjem uporablja kot zaščitni plin. Varjenje delimo na ročno varjenje in avtomatsko. Z njegovo pomočjo lahko dobite šive z gladko strukturo, lepim videzom in visoko trdnostjo.
Glavno orodje je gorilnik argona: uporablja se za kombiniranje kovin. Zaradi posebne zasnove je volframova elektroda pritrjena tako, da konec palice štrli nekaj milimetrov nad keramično šobo .
Kratek lok zagotavlja največjo globino penetracije izdelka. Odvisno od tehnike dobave materiala za polnjenje, kako natančen bo zvar in kakšne širine bo imel. Dodatek mora biti vedno v zaščitnem območju in pritekati pred varilno baklo.
TIG argonsko ločno varjenje bo uspešno ob upoštevanju nekaterih pravil:
- Izdelke je treba pripraviti na varjenje - razmastiti in očistiti.
- Za ustvarjanje zaščitnega okolja pred delom se argonski plin napaja v 10 sekundah.
- Dolžina loka mora biti čim krajša.
- Kuhati je treba le v vzdolžni smeri, brez odstopanj v prečni smeri.
- Če je oskrba z argonom motena, je treba delovanje ustaviti, saj morata biti elektroda in aditiv zaščiten.
- Da preprečite brizganje kovine, se palica (žica za polnjenje) gladko dovaja.
- Kakovost šivov je dobra, če se bazen zvara razširi.
- Varjenje je zaključeno z znižanjem trenutne jakosti in izklopom dovoda plina po 10 sekundah.
Vsaka vrsta varjenja argonskega loka ima svoje značilnosti, določajo jih uporabljena oprema.
Oprema za varjenje
 Vsa dela v zaščitnem plinskem okolju se izvajajo s posebnimi napravami, zasnovanimi za TIG argonsko obločno varjenje ali opremo, prirejeno za takšna dela. Celoten sklop naprav je sestavljen iz naslednjih elementov:
Vsa dela v zaščitnem plinskem okolju se izvajajo s posebnimi napravami, zasnovanimi za TIG argonsko obločno varjenje ali opremo, prirejeno za takšna dela. Celoten sklop naprav je sestavljen iz naslednjih elementov:
- Šoba. Namenjeno je zagotavljanju delovanja gorilnika. Narejena je iz toplotno odpornega materiala, saj lahko temperatura zvarnega bazena, ko se segreje, doseže 2000 ° C. Premer šobe je odvisen od vrste kovine.
- Gorilnik. Njegova zasnova je odvisna od načina dela. Če je bakla vodno hlajena, bo to nadziralo pregrevanje elektrode in temperaturo bazena.
- Oscilator Uporaba te naprave omogoča vžig loka brezkontaktne metode. Ne le da vzdržuje stabilnost električnega loka, ampak tudi ustvarja razrešnico za prebijanje reže loka.
- Napetostni vir. Na voljo so tako varilni pretvorniki kot transformatorske naprave. Inverterske naprave so prednostne, ustvarjajo enakomerno napetost, kar pozitivno vpliva na kakovost zvara.
- Balastni reostat. Z njegovo pomočjo se regulira trenutna jakost, ki se napaja v loku. Pomagal vam bo izbrati najboljše možnosti za delo z različnimi kovinami.
- Dodatna dodatna oprema. Tak element je lahko varilni stol. Olajša celoten postopek varjenja.
Inverterske naprave se pogosto uporabljajo v vsakdanjem življenju, so enostavne za uporabo in imajo majhne dimenzije.
Naziv pretvornika
Sodobni varilni pretvorniki so močno olajšali delo varilcev in naredili preskok pri električnem varjenju. Trije najboljši modeli glede na ocene uporabnikov vključujejo:
- Svarog TECH ARC 205 B (Z 203);
- Resanta SAIPA-190MF;
- FUBAG V 176.
Model Svarog TECH ARC 205 B (Z 203) je ena najbolj trpežnih in zanesljivih naprav z argonsko obločnim varjenjem, ki jo proizvaja rusko proizvodno podjetje. Njegove glavne značilnosti:
- vhodna napetost - 187–253 V;
- varilni tok TIG - 10−200 A;
- vrsta izhodnega toka - konstanta;
- moč - 9 kV * A
 Učinkovitost te naprave je 85%, ima vgrajeno gorivo z vrsto vžiga z dotikom. Model ima majhne dimenzije in tehta 8 kg, zato je nepogrešljiv pri pogostih gibih. Proizvajalec zagotavlja garancijsko dobo 5 let. Naprava se ne pregreva, poraba električne energije je zanemarljiva.
Učinkovitost te naprave je 85%, ima vgrajeno gorivo z vrsto vžiga z dotikom. Model ima majhne dimenzije in tehta 8 kg, zato je nepogrešljiv pri pogostih gibih. Proizvajalec zagotavlja garancijsko dobo 5 let. Naprava se ne pregreva, poraba električne energije je zanemarljiva.
Naprava Resanta SAIPA-190MF je zasnovana za profesionalne varilce. Te naprave izdelujejo na Kitajskem, prodaja pa jih latvijsko podjetje Resanta. Ta naprava vam omogoča kuhanje skoraj vseh vrst varjenja. Varilni tok v TIG načinu znaša od 10 A do 190 A, trajanje vklopa pa pri največjem toku 70%. Ima kakovostno penetracijo in prevzame kovino do 10 mm.
Glavna pomanjkljivost tega modela so njegove dimenzije in teža - več kot 18 kg.
Napravo FUBAG IN 176 izdeluje nemško podjetje profesionalne električne opreme. Model odlikujejo njegova funkcionalnost, mikroprocesorski nadzor, majhne dimenzije in teža - 4, 5 kg. To napravo je mogoče kuhati v katerem koli položaju in med delovanjem prilagodite varilni tok.
Model ima patentiran dizajn. Z njim je enostavno premikati od predmeta do predmeta in brez težav delati na težko dostopnih mestih.
Prednosti in slabosti
Varjenje v argonu ima več prednosti pred drugimi vrstami varjenja. Zahvaljujoč njih je ta vrsta varjenja kovin postala precej razširjena. Prednosti vključujejo:
- uporaba nizkih tokov, kar pozitivno vpliva na delo, ki zahteva visoko natančnost;
- dela se izvajajo brez elektrodnih prevlek in tokov;
- estetika in visoka trdnost zvarov;
- s površinsko površino lahko obnovite obrabljen del izdelka;
- lahko dela s kovinami, ki jih je težko variti;
- sposobnost dela z masivnimi strukturami in majhnimi detajli;
- majhna količina izpuščenih aerosolov;
- odsotnost iskric med delovanjem, kar kaže na požarno varnost;
- visokokakovostno rezanje kovin brez odpadkov.
Kljub preprostosti varilne tehnike in sposobnosti nadziranja celotnega postopka ima varjenje v argonskem mediju svoje pomanjkljivosti:
- precej draga oprema za opravljanje dela;
- varilec mora imeti visoko strokovno usposobljenost;
- pojav ultravijoličnega sevanja med delovanjem;
- nizka produktivnost dela, to še posebej velja za ročne naprave;
- uporaba visokozmogljivega varjenja zahteva dodatno hlajenje;
- delovno mesto mora biti zaščiteno pred prepihom, ko delate na prostem.
Prisotnost pomanjkljivosti ne vpliva na povpraševanje po tej sodobni metodi varjenja.