
- Konstrukcije in sorte
- Priprava orodja za delo
- Tehnološka priporočila
- Spajkanje pocinkanega železa
- Kako spajkati nerjavno jeklo
- Domače spajkalno kladivo
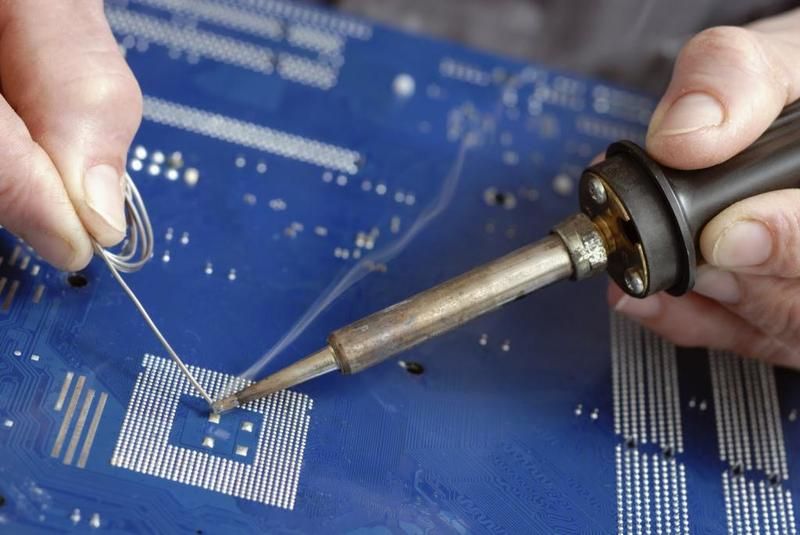
 Pri nameščanju električnih vezij in povezovanju kovinskih delov drug z drugim se uporablja zanesljiva in preizkušena metoda - spajkanje. Za spajkanje kovinskih delov se uporablja spajkalnik. Neizkušeni in začetniki monterji morajo vedeti, kako spajkati s spajkalnikom in kaj morate imeti za delo.
Pri nameščanju električnih vezij in povezovanju kovinskih delov drug z drugim se uporablja zanesljiva in preizkušena metoda - spajkanje. Za spajkanje kovinskih delov se uporablja spajkalnik. Neizkušeni in začetniki monterji morajo vedeti, kako spajkati s spajkalnikom in kaj morate imeti za delo.
Konstrukcije in sorte
Postopek spajkanja obsega zapolnitev prostora med vodniki s staljenim materialom, večinoma prodajalcem iz svinčevega svinca. Tališče talcev mora biti nižje od ogrevane površine konice. Spajkalnik je treba izbrati glede na vrsto in vrsto dela, ki ga je treba opraviti. Spajkalniki so električni in ogrevani z odprtim plamenom.
Dizajni in sorte spajkalnikov:
 Z nichrome grelcem iz žice, navite na površini izolatorja, v katerega je vstavljen stinger. Takšno orodje segreva počasi in ima skrajno življenjsko dobo.
Z nichrome grelcem iz žice, navite na površini izolatorja, v katerega je vstavljen stinger. Takšno orodje segreva počasi in ima skrajno življenjsko dobo.- S keramičnim grelcem, na sponke katerega se napaja električni tok. Za takšne spajkalnike je značilno pospešeno segrevanje in podaljšana življenjska doba.
- Impulzna orodja imajo takojšnje ogrevanje. Vklopijo se s pritiskom in držanjem gumba. V samo 2-3 sekundah se konica segreje do potrebne temperature za delo s spajkom. Spajkalnik je izdelan v obliki pištole s konico.
- Likalnike za plinsko spajkanje lahko uporabljate neodvisno, to je njihova glavna prednost. Delovni del žarnice se pošlje neposredno na plamen gorilnika, pri čemer pride do segrevanja.
Za izvajanje nekaterih vrst spajkalnih del se električni spajkalni likalniki izberejo po moči. Za spajkanje polprevodniških elementov v vezju je dovolj moči od 15 W do 25-40 W, odvisno od velikosti segrete površine elektronske komponente. Nekatere vrste spajkalnikov imajo poseben namen. Spajkalniki z močjo 40 W in več so dobro primerni za žice za rezanje. Za priključitev velikih kovinskih površin se uporabljajo orodja z močjo 65 W, 80 W, 100 W, 150 W, 200 W, 300 W in 500 W. Električni spajkalniki so na voljo z različnimi napajalnimi napetostmi:
- industrijska - 380 V;
- gospodinjstvo - 220 V, 36 V, 24 V, 12 V, 6 V;
- posebna - 42 V in 110 V, ki se uporablja v železniškem prometu.
Priprava orodja za delo
Če želite vedeti, kako pravilno uporabljati spajkalnik, morate obvladati veščine priprave orodja za spajkanje. Prva stvar po vklopu električnega spajkalnika je kositranje delovnega dela konice, ki je cilindrična palica iz bakrene zlitine. Praviloma se ubod nahaja v grelniku in je pritrjen s posebnim vijakom ali drugimi načini pritrditve, odvisno od oblikovnih značilnosti spajkalnika.
Obdelava sting
Prvi korak je, da bodite pozorni na kakovost delovnega dela žrela. Za uporabo je treba pripraviti konec konice, ki se običajno uporablja za spajkanje. Oblika je lahko v obliki lopute ali naostrene igle, odvisno od vrste načrtovanega dela.
Za pripravo delovne površine uboda morate opraviti naslednje korake:
 Žarko premažite s kladivom in mu dajte obliko lopute (izvijača). Lahko uporabite kotno ostrenje, ki se najbolje uporablja za spajkanje bolj masivnih elementov. S povečanjem delovne površine se toplota bolje prenaša.
Žarko premažite s kladivom in mu dajte obliko lopute (izvijača). Lahko uporabite kotno ostrenje, ki se najbolje uporablja za spajkanje bolj masivnih elementov. S povečanjem delovne površine se toplota bolje prenaša.- Za spajkanje majhnih elementov (polprevodniške radijske komponente, tanke montažne žice) je priporočljivo, da rob robite v obliki ostrega stožca. Tako so manj toplote izpostavljeni deli, ki se bojijo pregrevanja. To jih bo zaščitilo pred okvarami in omogočilo daljše delovanje orodja.
- Konusno ostrenje se lahko uporablja na močnejših spajkalnih likalnikih za izvajanje dela z velikimi vodniki.
Za pripravo delovnega dela žara se uporablja kladivo, pilo ali datoteka, brusni papir, spajka in fluks. Po obdelavi elementa s kladivom mu je treba dati želeno obliko z datoteko ali datoteko, nato pa ga obrusiti z brusnim papirjem.
Metode konzerviranja
Naslednja pomembna točka je porjavenje konice, ki preprečuje hitro obrabo in korozijo. Za konzerviranje lahko uporabimo fluse ali borovo kolofonijo. Treba je preprečiti pregrevanje spajkalnika, saj to otežuje izvedbo kositra. Ko prvič vklopite spajkalnik, se lahko pojavi dim, katerega vzrok so običajno snovi, ki se uporabljajo pri izdelavi orodja.
Za nadaljnje delovanje naprave je pomembno vedeti, kaj potrebujete za spajkanje s spajkalnikom. Najprej je potrebno konzerviranje. Izvaja se na dva načina.

V skladu s prvo metodo za konzerviranje potrebujete:
- segrejte peč do optimalne temperature;
- potopite njen konec v kolofonijo;
- drgnite spajka s konico uboda, dokler se ne pojavi sijaj.
Druga metoda vključuje naslednje korake:
- Krpe je treba navlažiti z raztopino cinkovega klorida in z njo obrisati žarko.
- Po tem je potrebno stopljeno spajko enakomerno zmleti s površino žara s kosom namizne soli.
Za kositre lahko uporabimo tudi različne tokove in maščobe za spajkanje (spajkano maščobo). Za spajkanje žic s spajkalnikom morate pripraviti samo orodje, tokove spajkalnika ali kolofonije, pomožne naprave (stojalo za spajkalno železo, klešče, rezalnike žic, pinceto, gobico za čiščenje konice).
Tehnološka priporočila
Upoštevajte tehniko spajkanja. Pred spajkanjem žic jih je treba najprej očistiti pred izolacijo. Po tem pregled očiščene površine. Glede na znamko žice je na njej lahko prisoten tudi lak. Če je izolacija od žic odstranjena veliko pred spajkanjem, se lahko tvori oksid. Obstajata dva načina odstranjevanja oksidiranih filmov in laka:
- Mehanski, z uporabo drobnozrnatega brusnega papirja. Ta metoda je uporabna za enožilne žice velikega premera. Napetih, tankih žic ne priporočamo, da se na ta način odstranijo, saj jih je mogoče odrezati.
- Kemična metoda se uporablja za tanko navojene žice, vendar je bolj škodljiva za monterja, saj strupena topila vdihavajo z zrakom v pljuča. Lak lahko premažemo brez predhodnega čiščenja z acetilsalicilno kislino (aspirin). Na tablico je nameščena žica in jo previdno segrejemo s spajkalnikom. Temperatura in kislina odstranjujeta lak s površine žice.
Pri delu z emajliranimi žicami lahko uporabite poseben tok, ki uniči premaz in ustvari film, ki ščiti pred stikom z zrakom. Takšen tok imenujemo aktivni. Po spajkanju ga je treba odstraniti z vlažno krpo ali gobico.
Če morate spajkati žico na kovinsko ploščad (na primer ozemljitev), jo je treba najprej potegniti. Površino, na katero bomo spajkali, je treba očistiti do sijaja in razmastiti. Po tem se nanese fluks in položijo koščke spajke. Mesto je skrbno ogreto, po katerem se nanj nanese žica.
Za kakovostno spajkanje žice na pravem mestu je potrebno slediti tehnologiji spajkanja. Za to se uporabljajo spajke POS-60 v kombinaciji z kolofonijo ali posebnimi tokovi, saj mu pri spajkanju dajejo fluidnost in plastičnost, površino pa tudi zaščitijo pred interakcijo s kisikom.
Spajkamo žice z dobro segretim spajkalnikom, tako da je njegova temperatura dovolj, da se spajka. Izvlečena žica se spusti v kolofonijo, stopljeno s spajkalnikom. Po predhodnem nabiranju spajke je potrebno večkrat izvesti žarek na izpostavljeni žici, po katerem se že namočen vodnik lahko spajka na želeno mesto. Za udobje lahko uporabite napravo "iz tretje roke". Z njim je pritrjen prevodnik, na katerega bo žica spajkana.
Spajkanje pocinkanega železa
Pri izdelavi izdelkov iz pocinkanega ogljikovega jekla jih pogosto premažemo s cinkom po metodi vročega potapljanja. Za pridobitev sijoče jeklene površine se v kopel doda 1% svinca, kositra in aluminija. Jeklene pločevine so obložene s cinkom tudi po galvanski metodi.
Pocinkano železo je težko spajkati  potrebni so posebni aktivni tokovi, ki so sestavljeni iz koncentrirane klorovodikove kisline in raztopine cinkovo-amonijevega klorida, pa tudi tokov na osnovi cinkovega klorida in amonijaka z dodatkom kositrovega klorida. Prodajalci kositra svinca v kombinaciji s tokovi imajo dobro fluidnost in zagotavljajo visoko trdne spojine.
potrebni so posebni aktivni tokovi, ki so sestavljeni iz koncentrirane klorovodikove kisline in raztopine cinkovo-amonijevega klorida, pa tudi tokov na osnovi cinkovega klorida in amonijaka z dodatkom kositrovega klorida. Prodajalci kositra svinca v kombinaciji s tokovi imajo dobro fluidnost in zagotavljajo visoko trdne spojine.
Predhodno se na spajkalno površino nanese fluks, po katerem opazimo izpostavljenost. To je potrebno, da reakcija mine. Za spajkanje morate imeti velik spajkalnik z visoko delovno temperaturo. Pred spajkanjem vodnikov morate najprej brusiti površino povezave, po spajkanju pa je treba odstraniti ostanke fluksa.
Kako spajkati nerjavno jeklo
Varjenje nerjavečega jekla je zamuden postopek. Proizvaja se pri temperaturi od 500 do 700 stopinj Celzija z uporabo spajkalnika (tinol). Spajka iz nerjavečega jekla je izbrana glede na pogoje spajkanja in sestavo jekla. Zlitina vsebuje največ 25% kroma in 25% niklja, takšne sestavke dajejo zelo močne spojine. Kot fluks se uporablja boraks, ki ga na površino nanesemo v obliki paste ali praška. Po taljenju boraks se kovina segreje in postane svetlo rdeča barva, nato se v te spojine vnese spajkalnik.

Po spajkanju se preostali tok odstrani z peskanjem vode ali peska. Uporaba dušikove in klorovodikove kisline je izredno nezaželena, saj lahko pride do reakcije spajkanja in kovine z uničenjem slednje.
Domače spajkalno kladivo
 Doma lahko naredite močan spajkalnik za spajkanje masivnih kovinskih elementov. Takšen spajkalnik ima visoko toplotno zmogljivost, kar zagotavlja zadostno temperaturo za opravljanje potrebnega dela.
Doma lahko naredite močan spajkalnik za spajkanje masivnih kovinskih elementov. Takšen spajkalnik ima visoko toplotno zmogljivost, kar zagotavlja zadostno temperaturo za opravljanje potrebnega dela.
Če želite narediti žarek, morate kovati masivno bakreno palico ali debelo palico. Potrebno ga je zmleti z datoteko, da dobite izrazite robove in robove. Kot naj bo med 30 in 45 stopinj. Kot držalo lahko uporabite jekleno palico ali ploščo, ki bo pritrjena na spajkalno konico. Lahko naredite tudi peresnik in ga pritrdite na spajkalnik.