
 Palice iz volframa in njegovih zlitin se pogosto uporabljajo kot elektrode, namenjene pridobivanju trajnih spojev z uporabo argonskega varjenja. Uporabljajo se za ustvarjanje posebej kritičnih sklopov, na primer rezervoarjev, ki delujejo pod pritiskom. S pomočjo volframovih elektrod so varjene nerjaveče in zlitine.
Palice iz volframa in njegovih zlitin se pogosto uporabljajo kot elektrode, namenjene pridobivanju trajnih spojev z uporabo argonskega varjenja. Uporabljajo se za ustvarjanje posebej kritičnih sklopov, na primer rezervoarjev, ki delujejo pod pritiskom. S pomočjo volframovih elektrod so varjene nerjaveče in zlitine.
Uporaba in značilnosti varjenja
Upoštevati je treba, da uporaba volframovih elektrod za zagotavljanje stabilnosti varilnega načina, stalen varilni lok. Te lastnosti zagotavljajo visoko kakovostne zvare. Največja učinkovitost varjenja s temi materiali je prikazana v zaščitnih plinih. Ta vrsta varjenja se uporablja za povezovanje materialov, kot so molibden, nikelj in nekateri drugi.
Tovrstno orodje je razvrščeno kot potrošno, vendar se v tehnološkem postopku uporablja hkrati z žico za polnjenje. Izdelki iz volframa se uporabljajo za povezovanje kovin različnih sestav.

Na površini izdelkov iz volframa in njegovih zlitin se ne nanese premaz. V postopku varilec predloži material za polnjenje ločeno, praviloma je izdelan tudi v obliki palice ali žice.
Bazen zvara je zaščiten pred atmosferskim kisikom s plinom, ki ga obdaja; v ta namen se uporabljajo argon, ogljikov dioksid, helij ali mešanica.
V praksi se najpogosteje uporabljajo palice z dolžino 175 mm, vendar obstajajo varilne palice krajših dolžin od 50 do 150 mm. Premer uporabljenih materialov se giblje od 1 do 8 mm. Želeni izdelek lahko izberete s pomočjo posebnih tabel.
 Kakovost opravljenega dela najprej zagotavlja kemično sestavo volframove zlitine. Tako se med njihovo proizvodnjo v zlitino vnesejo dodatki naslednjih kemikalij: torij, cirkonij in številne druge. Ti dodatki povečajo odpornost palic proti taljenju in seveda izboljšajo kakovost varjenja.
Kakovost opravljenega dela najprej zagotavlja kemično sestavo volframove zlitine. Tako se med njihovo proizvodnjo v zlitino vnesejo dodatki naslednjih kemikalij: torij, cirkonij in številne druge. Ti dodatki povečajo odpornost palic proti taljenju in seveda izboljšajo kakovost varjenja.
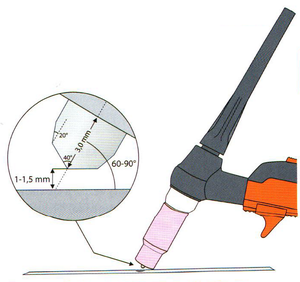
Varilec mora stalno spremljati stanje delovne konice palice iz volframa. Stvar je naslednja: delo loka na površini delov je odvisno od oblike konice. Njegova oblika vpliva na kakovost zvara, njegovo obliko in velikost. Zato je treba konico izdelka vedno ostriti. V praksi se uporabljajo pravila in oblika ostrenja, ki so sprejemljiva za določene vrste dela.
Obliko ostrenja določa blagovna znamka izdelka, zato naj bo konica WP izdelana v obliki krogle, na WT naj bo na koncu rahla izboklina, vendar se varilne palice znamke WC izostrijo pod stožcem.
Velikost obdelave (ostrenja) konca palice je določena z naslednjo obliko - njen premer se pomnoži z 2, 5. To pomeni, da je treba izdelek s premerom 3 mm obdelati na razdalji 7, 5 mm. Poleg tega je treba upoštevati, da morajo biti koti ostrenja, odvisno od materialov, ki jih varimo, in jakosti varilnega toka različni. Neupoštevanje teh smernic lahko skrajša življenjsko dobo orodja.
Torej, če je konica napeta neenakomerno, lahko to privede do odstopanja loka od dane smeri. Nepravilno izbrana širina bo povzročila takšno napako, kot je pomanjkanje penetracije.
Kljub številnim prednostim teh izdelkov obstaja vsaj ena pomembna pomanjkljivost - lok je težko vžgati in vzdrževati.
Da bi odpravili to pomanjkljivost, se vžig obloka izvede v več korakih:
- Ustvarite kratek stik na telesu obdelovanca.
- Vlečenje elektrode z obdelovanca na vnaprej določeno razdaljo.
Za izvedbo tega postopka se na mestu varjenja doda dodatek cirkonija. Ta metoda vam omogoča, da vžgete kvaliteten lok.
Označevanje izdelkov
 Tako kot večina podobnih izdelkov ima tudi volframova elektroda razvrstitev, ki se izvaja glede na uporabnost. Nekateri, na primer, WP se uporabljajo za delo z aluminijem, WC pa za delo z nerjavnim jeklom. Da bi jih lažje razlikovali, se nanje nanese barvna vrstica.
Tako kot večina podobnih izdelkov ima tudi volframova elektroda razvrstitev, ki se izvaja glede na uporabnost. Nekateri, na primer, WP se uporabljajo za delo z aluminijem, WC pa za delo z nerjavnim jeklom. Da bi jih lažje razlikovali, se nanje nanese barvna vrstica.
Za označevanje volframovih varilnih palic se uporablja alfanumerična oznaka. Poleg tega volframove elektrode za varjenje argonskega loka so razvrščene po barvi.
Poleg nje se na površino palic nanašajo barve, ki ustrezajo njihovi znamki. Oznaka elektrod vključuje opis kemične sestave, pa tudi prisotnost dodatkov. Oznaka vsebuje črko W, označuje, da je volfram osnova kemijske sestave. Količina aditivov ne presega 0, 5% prostornine.

Druga črka označuje vrsto dodatka, ki se uporablja za izdelavo volframovih elektrod.
Torej, znamka WP so volframove elektrode za varjenje aluminija in njegovih zlitin. Poleg tega se za predelavo magnezija uporabljajo kovinske elektrode znamke WP. Izdelki znamke WZ8 vsebujejo cirkonij. Uporabljajo se za delo z bronom, magnezijem, nikljem in njihovimi zlitinami. Izdelki so sposobni delati z velikimi obremenitvami, za razliko od izdelkov druge blagovne znamke. Elektrode te blagovne znamke so označene z zeleno barvo.
Elektroda WT20 vsebuje torij v svoji kemični sestavi. Izdelki te vrste so najpogostejši, hkrati pa predstavljajo določeno grožnjo varilcu in ljudem, ki delajo poleg njega. Stvar je v tem, da je ta material vir sevanja. To nalaga nekatere omejitve njihove uporabe pri proizvodnji varjenja. Elektrode te blagovne znamke so označene z rdečo barvo.
Treba je opozoriti, da vam palice, ki vsebujejo torij, omogočajo delo s skoraj katero koli vrsto materiala, od navadnih jekel do nikljevih ali molibdenovih zlitin.
 Univerzalne elektrode vključujejo tudi tiste, ki spadajo pod blagovno znamko WC 20. Cerium je vključen v njihovo kemično sestavo, kar omogoča delo tako z izmeničnimi kot s konstantnimi varilnimi tokovi. Druga razlika med izdelki te blagovne znamke je, da zagotavljajo stabilno izgorevanje loka tudi pri majhnem viru energije. Elektrode te blagovne znamke so označene s temno modro barvo.
Univerzalne elektrode vključujejo tudi tiste, ki spadajo pod blagovno znamko WC 20. Cerium je vključen v njihovo kemično sestavo, kar omogoča delo tako z izmeničnimi kot s konstantnimi varilnimi tokovi. Druga razlika med izdelki te blagovne znamke je, da zagotavljajo stabilno izgorevanje loka tudi pri majhnem viru energije. Elektrode te blagovne znamke so označene s temno modro barvo.
Z drugimi besedami, volframove elektrode, katerih razvrstitev je bila navedena zgoraj, se lahko uporabljajo pri varjenju poljubnih zlitin.
Oprema za varjenje
Če se za varjenje argona uporablja volframova elektroda, je potreben poseben komplet opreme. Vključuje:
- vir enosmernega ali izmeničnega toka;
- gorilniki z neporabljivo elektrodo, nameščeno na njej;
- rezervoarji, v katerih se črpa inertni plin;
- rokavi (cevi) za dovajanje plina v delovni prostor.
 Elektrode so izdelane iz volframa ali njegovih spojin. Njegova temperatura taljenja je 3.380 stopinj Celzija, kar omogoča, da se lahko uporablja s skoraj vsemi kovinami. Med delovanjem se ne topi, potrebno je le ostrenje v skladu z določenimi zahtevami. Elektroda je nameščena v gorilniku, del elektrode, ki ne sodeluje pri delu, pa je zaščiten s pokrovčkom. To je potrebno, da se prepreči, da bi prišlo do kratkega stika na tla.
Elektrode so izdelane iz volframa ali njegovih spojin. Njegova temperatura taljenja je 3.380 stopinj Celzija, kar omogoča, da se lahko uporablja s skoraj vsemi kovinami. Med delovanjem se ne topi, potrebno je le ostrenje v skladu z določenimi zahtevami. Elektroda je nameščena v gorilniku, del elektrode, ki ne sodeluje pri delu, pa je zaščiten s pokrovčkom. To je potrebno, da se prepreči, da bi prišlo do kratkega stika na tla.
Na gorilniku je nameščen gumb, ki napaja plin in napetost. Na koncu gorilnika je nameščena keramična šoba. Vrh elektrode izhaja iz njega. Rokavi so povezani z ročajem gorilnika, skozi katerega se dovaja plin.
Po tem, ko varilec pritisne na gumb, se začne dobava plina in električne energije. Plin, ki prihaja iz šobe, izolira zvarni bazen pred vplivom plinov v atmosferi.
Prednosti in slabosti
 Varjenje z volframovimi elektrodami zagotavlja varjenje brez žlindre. V takšnem šivu ni pore. Varjenje te vrste vam omogoča, da povežete večino znanih zlitin in kovin. Poleg tega uporaba varjenja te vrste omogoča ustvarjanje povezav s stenami različnih debelin.
Varjenje z volframovimi elektrodami zagotavlja varjenje brez žlindre. V takšnem šivu ni pore. Varjenje te vrste vam omogoča, da povežete večino znanih zlitin in kovin. Poleg tega uporaba varjenja te vrste omogoča ustvarjanje povezav s stenami različnih debelin.
Varjenje z volframovimi elektrodami se izvaja brez iskre in brizganja. Na šivu ne nastane žlindra, ne izpušča se dima, za razliko od elektrod, prevlečenih s prevleko. Vsi ti dejavniki omogočajo varjenje pri visoki hitrosti.
Vendar varjenje s takšnim materialom pomeni, da je pred izvajanjem dela potrebno skrbno očistiti površino delov. V nasprotnem primeru bo imel nastali šiv določene pomanjkljivosti (pomanjkanje fuzije, pore itd.).