
- Pogoji trdnosti
- Priprava na delovnem mestu
- Splošni postopek
- Mehko spajkanje vodnih cevi
- Trdno spajkanje bakrovih spojin
- Pritrdilni element za bakrene cevi
- Razlika med spajkanjem bakra in medenine
 Baker je ena najbolj dostopnih kovin, ki se široko uporablja v industriji in sistemu stanovanjskih in komunalnih storitev. Spajkanje bakrenih cevi je povezava s pomočjo armature, z uporabo trdega in mehkega spajkanja. Tehnologija je bila znana že od antičnih časov, danes pa je še posebej pomembna - z uporabo sodobnih materialov za spajkanje.
Baker je ena najbolj dostopnih kovin, ki se široko uporablja v industriji in sistemu stanovanjskih in komunalnih storitev. Spajkanje bakrenih cevi je povezava s pomočjo armature, z uporabo trdega in mehkega spajkanja. Tehnologija je bila znana že od antičnih časov, danes pa je še posebej pomembna - z uporabo sodobnih materialov za spajkanje.
Pogoji trdnosti
Eden od pogojev za tesnost in trdnost spajkanih izdelkov je ustrezna širina spajkanega spoja. Za zagotovitev tega stanja se uporabljajo posebne naprave, ki se uporabljajo priključki, komolci z dvojnim koncem, pokrovčki, tirnice. Baker lahko spajkamo:
- mehki likalniki (tališče pod 450 C);
- trdo zlitine (tališče nad 450 C).
Vrste spajk, ki se uporabljajo na bakrenih ceveh za vodo:
- 40 odstotkov svinca / 60 odstotkov kositra;
- 95 odstotkov kositra antimona / 5 odstotkov svinca;
- 50-odstotno svinčevo spajko je priporočljivo na linijah iz bakrovih zlitin, ki jih ne bi smeli uporabljati za pitno vodo;
- brez svinca spajka za cevi, ki se uporabljajo v oskrbi z vodo.
Priprava na delovnem mestu
Spajkanje bakrenih cevi naredi sam - po lastni pripravi je treba opraviti s pravilno izbiro orodja za spajkanje bakrenih cevi in sorodnih materialov.
Potrebno orodje za spajkanje:
 Bakren rezalnik.
Bakren rezalnik.- Kovinska krtača.
- Bender cevi.
- Abrazivna krpa.
- Prilepite tok.
- Spajka brez svinca.
- Rokavice.
- Varnostna očala.
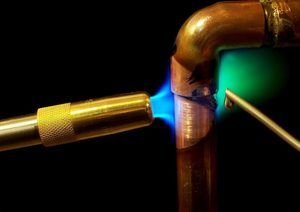
Namestitev spajkalnih spojev v instalacijah se izvede z uporabo ustreznih gorilnikov s propanskim zrakom ali acetilenskim kisikom. Temperatura plamena propana - zraka je približno 1900 C, kisika acetilena pa okoli 3100 stopinj. Visoka temperatura plamena oksiacetilena na eni strani pospešuje postopek segrevanja do temperature spajkanja, na drugi strani ustvarja nevarnost nesprejemljivega taljenja površine cevi.
Ključni dejavnik, ki vpliva na kakovost, je spajkalno orodje, zlasti pokrov gorilnika . Tako je lahko celo ogrevanje s standardnim gorilnikom kljub zelo visoki toplotni prevodnosti bakra (411 W / m * K) težko, še posebej na mestih, ki spajkalniku ne omogočajo premikanja. V takšnih situacijah je veliko bolj donosno uporabljati gorilnike s pokrovčki, ki enakomerno segrejejo območje spajkanja.
Splošni postopek
 Pred spajkanjem bakrenih cevi najprej odrežite njegovo točno dolžino z baklo ali nožno žago. Če uporabljate nož za žaganje, da bi zagotovili enakomeren rez, jo je treba vložiti ali odstraniti vse notranje in zunanje vretence z brizgalnikom ali drugim orodjem za ostre robove. Če cev ni okrogla, jo je treba z orodjem za umerjanje naravnati do prave velikosti.
Pred spajkanjem bakrenih cevi najprej odrežite njegovo točno dolžino z baklo ali nožno žago. Če uporabljate nož za žaganje, da bi zagotovili enakomeren rez, jo je treba vložiti ali odstraniti vse notranje in zunanje vretence z brizgalnikom ali drugim orodjem za ostre robove. Če cev ni okrogla, jo je treba z orodjem za umerjanje naravnati do prave velikosti.
Površine cevovoda morajo biti čiste in brez onesnaženja z oljem, maščobo ali oksidom. Pravilno jih je mogoče očistiti s ščetkanjem iz nerjavečega jekla ali brušenjem. Če je na njem prisotna maščoba, jo je potrebno očistiti s topilom in odstraniti vse tuje delce, na primer z brusnim papirjem, tako da površine obrišete s suho krpo. Vmesnik naj bo zelo čist.
Tehnologija nanašanja fluksa zagotavlja enakomernost na koncih cevi in v notranjosti fitingov. Preprečilo bo oksidacijo bakra, ko se segreje, ko je dovolj vroče, da spajka. Ni potrebno uporabiti velike količine fluksa, saj bo to vodilo do korozije znotraj cevi.
 Ves odvečni tok odstranimo z bombažno krpo. Z njim ne morete sodelovati z golimi rokami, saj so njegove kemikalije škodljive za kožo. Takoj, ko so v vezju nameščeni okovje ali cevi, je treba začeti spajkati z vrha šiva in takoj, ko se začne segrevati, bo spajka tekla na sam konec spoja. Na tej točki morate baklo spajkalnika držati stran od cevi.
Ves odvečni tok odstranimo z bombažno krpo. Z njim ne morete sodelovati z golimi rokami, saj so njegove kemikalije škodljive za kožo. Takoj, ko so v vezju nameščeni okovje ali cevi, je treba začeti spajkati z vrha šiva in takoj, ko se začne segrevati, bo spajka tekla na sam konec spoja. Na tej točki morate baklo spajkalnika držati stran od cevi.
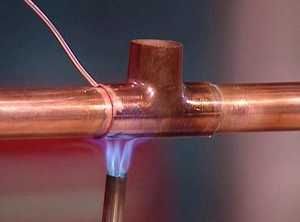
Varjenje s propanovo baklo je idealno za majhna dela, medtem ko se acetilen uporablja za cevi, večje od 3/4 palca. Pred varjenjem se prepričajte, da v cevi ni tlaka. Postopek spajkanja ni mogoče izvesti, ko je v njem voda. Vodo je treba odcediti in počakati, da se popolnoma posuši. Cev pred spajkanjem na obeh straneh segrevamo tako, da počasi obračamo baklo okoli spoja, da se ogenj enakomerno porazdeli, dokler spajka ne pride v stik s šivom.
Medeninasti fitingi zahtevajo dodatno toploto. Plamen nastavimo na povprečno ali visoko stopnjo, da dobimo zadostno tališče. Če je plamen pravilno nastavljen, bo gorel z različnimi odtenki modre barve. Izredno vroče temperature so za vidnimi plameni. Konec namočene cevi vstavite v okov, podprite strukturo in tako zagotovite pravilno poravnavo, dokler se lemljena zlitina ne strdi.
 Po tem se šiv drži nekaj sekund (ali več), odvisno od njegove velikosti. Zdaj je domači sklop pripravljen za spajkanje. Za večino del, ki uporabljajo kisikove acetilenske pline, je treba karburizirati ali nevtralen plamen, ki ima značilen notranji stožec.
Po tem se šiv drži nekaj sekund (ali več), odvisno od njegove velikosti. Zdaj je domači sklop pripravljen za spajkanje. Za večino del, ki uporabljajo kisikove acetilenske pline, je treba karburizirati ali nevtralen plamen, ki ima značilen notranji stožec.
Izogibati se je treba oksidacijskemu plamenu. Presežek acetilena odstranjuje površinske okside iz bakra. Zaradi neprimerne oksidacijske svetilke bo svetel in ne bo obarvan ali potemnel.
Zasipka za zračno / acetilensko baklo je priljubljena alternativa kisiku. Tok plinskega goriva pritegne zrak v mešalnik, začne se vrteti, da izboljša zgorevanje in poveča temperaturo plamena. Začnite segrevati cev, tako da najprej namestite baklo na točko, ki je takoj ob okovju.
Plamen izmenično porazdelite po cevi in vtičniku, dokler oba ne dosežeta temperature spajkanja, preden nanesete polnilo. Pri uporabi toka je potrebno cev segrevati, dokler tok ne preide temperaturnega območja "mehurčkov", način postane tih, zlitina pa je tekoča in prozorna, podobno čisti vodi.
 Šele ko se osnovne kovine segrejejo na temperaturo spajkanja, lahko tehnik doda kovinsko polnilo. V tem trenutku lahko plamen takoj zaznamo na konici polnila, da začnemo postopek taljenja. Vedno je treba ohraniti tako okovje kot cevi med igranjem plamena po cevi in vgradnjo, ko se zlitina za spajkalnik vleče v spoj. Zlitina spajkanja bo razpršila in v celoti napolnila vsa področja pocinkanega spoja.
Šele ko se osnovne kovine segrejejo na temperaturo spajkanja, lahko tehnik doda kovinsko polnilo. V tem trenutku lahko plamen takoj zaznamo na konici polnila, da začnemo postopek taljenja. Vedno je treba ohraniti tako okovje kot cevi med igranjem plamena po cevi in vgradnjo, ko se zlitina za spajkalnik vleče v spoj. Zlitina spajkanja bo razpršila in v celoti napolnila vsa področja pocinkanega spoja.
Nato morate po polnjenju zvarnega območja prenehati z napajanjem zlitine. Prekomerno spajkanje ne izboljša kakovosti ali zanesljivosti spajkanja in je odpadni material. Vse ostanke toka je treba odstraniti za pregled in preskušanje tlaka. Takoj po vgradnji trde zlitine potopite in odstranite vse ostanke toka. Po potrebi uporabite smrkavo krpo ali žično krtačo.
Mehko spajkanje vodnih cevi
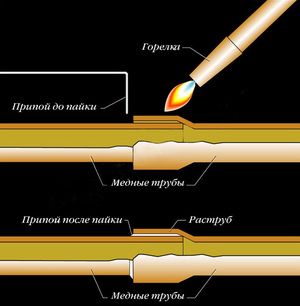
Za spajkalne cevi s premerom manj kot 28 mm zaradi možnosti pregrevanja materiala in poškodb površine cevi se za spajkanje bakrenih cevi uporablja samo mehko spajkalo. Priprava spoja za spajkanje in mehko spajkanje je v bistvu enaka kot v splošnih primerih: rezanje cevi, odstranjevanje na robovih, razširitev koncev cevi (če se ne uporabljajo priključki), čiščenje površine cevi na priključnem mestu in uporaba fluksa. Prodajalci svinčevega kositra so najbolj priporočljiva veziva za mehko spajkanje rastlin bakra.
Upoštevati je treba, da v sanitarnih razlogih spajke, ki vsebujejo kadmij in svinec, ni dovoljeno uporabljati v napravah za pitno vodo. V tem primeru se uporabljajo kositer - baker (S - Sn97Cu3) in kositer - srebro (S - Sn97Ag3). Pogosto se za spajkanje mehkih bakrovih baterij uporabljajo flux ali priključki z vpenjalnim spajkalnikom. Strižna trdnost spajkanih spojev z mehkim spajkanjem običajno ne presega 50 MPa in se z naraščanjem temperature znatno zmanjša, kar vodi do omejitve uporabe mehkih polnil za naprave, ki delujejo pri temperaturah do 110 C.
Poleg tega je potrebno uporabiti tok spajkanja, ki raztaplja okside s površine spajkalnih elementov in ščiti pred ponovno oksidacijo med spajkanjem. Mehki tokovi za spajkanje so običajno pasta, gel ali tekočina, ki naj po spajkanju ostanejo neagresivna, v primeru naprav za pitno vodo pa netoksična, žlindra, ki se zlahka sperejo s hladno vodo.
Trdno spajkanje bakrovih spojin
 Za spajkanje trdnih rastlin bakra priporočamo uporabo bakreno - fosforjevega veziva z dodatkom srebra, ki izboljšuje plastične lastnosti spajke. Priporočajo se srebrna veziva Ag - Cu - Zn ali Ag - Cu - Zn - Sn. Uporaba prodajalcev kositra - fosforja je zaradi relativno nizke cene v primerjavi s prodajalci srebra varčna. Dodatna prednost teh prodajalcev je odpravljanje potrebe po fluksu, saj fosfor zagotavlja zmanjšanje bakrovih oksidov, ki pokrivajo trdo kovino.
Za spajkanje trdnih rastlin bakra priporočamo uporabo bakreno - fosforjevega veziva z dodatkom srebra, ki izboljšuje plastične lastnosti spajke. Priporočajo se srebrna veziva Ag - Cu - Zn ali Ag - Cu - Zn - Sn. Uporaba prodajalcev kositra - fosforja je zaradi relativno nizke cene v primerjavi s prodajalci srebra varčna. Dodatna prednost teh prodajalcev je odpravljanje potrebe po fluksu, saj fosfor zagotavlja zmanjšanje bakrovih oksidov, ki pokrivajo trdo kovino.
V drugih primerih je treba uporabiti fluks z ustrezno aktivnostjo pri temperaturi spajkanja, odvisno od tališča spajke. Tokovi za spajkanje so lahko v obliki paste, praška, suspenzije. Na tržišču je na voljo tudi tok, ki vsebuje spajke, v obliki prevleke ali v središču spajkalnika. Potem na spajkalne površine ni treba nanašati dodatnega pretoka.
Trdnost trdega bakrenega fosforja je približno 120 MPa, srebra pa približno 170 MPa, tako da je nekajkrat večja od trdnosti spojev, izdelanih s pomočjo kositrnih polnil.
Pritrdilni element za bakrene cevi
Cevne objemke trdno naslanjajo cevi na steno, podporni žarek ali drugo konstrukcijo. Te objemke so ponavadi enojni nosilec z dvema luknjama za pritrditev na trdo podlago ali prožen kovinski trak z luknjami, preluknjanimi na vsakih nekaj centimetrov. Za katero koli vrsto objemke je potrebna pritrditev na steno ali žarek.
Na izbiro je več vrst pritrdilnih elementov:
- spone iz bakrenih cevi;
- nohti
- vijaki in vijaki;
- plastične spone in pritrdilni elementi;
- alternativni pritrdilni elementi.
Takšne cevi običajno zahtevajo spone, saj bo uporaba iste vrste kovine zmanjšala pogoje za korozijo zaradi nizkih električnih tokov, ki nastanejo s povezovanjem različnih kovin. Baker zagotavlja fleksibilen sponko, ki omogoča, da se cevi razširijo in skrčijo v različnih vremenskih pogojih. Objemke za cevi so na voljo v oblikovanih izvedbah v obliki črke C ali v fleksibilnih bakrenih trakovih z objemkami, nataknjenimi vzdolž traku. Za bakrene vodovodne instalacije velja vsaka vrsta.
 Žeblji so vstavljeni na obeh straneh cevne spone in pritrjeni na mestu, da pritrdite držalo na steno ali drugo površino. Najbolj so primerni za les, vendar jih je mogoče uporabiti s suhomontažnim in odprtim tirom.
Žeblji so vstavljeni na obeh straneh cevne spone in pritrjeni na mestu, da pritrdite držalo na steno ali drugo površino. Najbolj so primerni za les, vendar jih je mogoče uporabiti s suhomontažnim in odprtim tirom.
Pomembno je, da uporabite cinkove nohte, da se sčasoma izognete koroziji glave nohtov. Pri nameščanju strojne opreme je potrebna previdnost. Bakrene cevi se zlahka upognejo, zgrešen udarec s kladivom pa ga lahko poškoduje. Pred spajkanjem je najbolje začeti z video vadbo, ki prikazuje pravilno tehnologijo.
Vijaki in vijaki so še ena možnost pritrditve sponk. Vijaki zahtevajo uporabo svedra, vendar so veliko močnejši od nohtov. Vijaki dobro delujejo v lesu, vendar jih je mogoče namestiti tudi v beton ali druge trde površine. Nekatere cevne spone so vezane s sorniki. Vijaki običajno prihajajo s sponkami. Bolje je uporabiti pocinkane vijake in vijake, da zmanjšate verjetnost, da bodo sčasoma korodirali.
Z bakrenimi cevmi lahko uporabite plastične sponke in pritrdilne elemente. Plastika ne bo korodirala na bakreni površini in se drži tako tesno kot bakrene objemke. Za priključitev cevi na drugo površino se uporabljajo tudi plastične zadrge. To je še posebej koristno, kadar ni praktično uporabiti spone iz bakrene cevi z žeblji ali vijaki, na primer pri povezovanju več cevi. Plastične zadrge so na voljo v različnih velikostih za vsako uporabo.
Razlika med spajkanjem bakra in medenine
Spajkanje je prikladno orodje, ko gre za popravilo vodovodnih instalacij v kopalnici. Spajkanje ni iste vrste operacije, vendar so v različnih primerih potrebne druge tehnologije. Zlasti spajkanje medeninastih cevi je lahko bolj zapleteno kot spajkanje bakra, saj medeninasti fitingi zahtevajo višje temperature.
Osnovni postopek povezovanja medeninastih ali bakrenih vodnih cevi je v bistvu enak, velika razlika med bakrom in medenino pa je v tem, da medenina potrebuje veliko več toplote za pravilno delovanje spajke. Pravzaprav je potrebno kovino segreti pet ali šestkrat več kot baker, tako da doseže točko, na kateri se topi tali. To bo zahtevalo višjo temperaturo gorilnika, več časa, segrevanje kovine in pozornost na vedenje plamena z vseh strani.
Medeninaste cevi so nekoliko nenavadne, zato morate pred začetkom spajkanja poskrbeti, da se tlak v notranjosti spajke ne kopiči, ampak se prosto odstrani v okolje.
Izkušnje kažejo, da propanski gorilniki niso dovolj vroči za delo z medenino. Namesto tega se pri delu z medenino uporablja poseben plin, ki je mešanica metilacetilena in propadiena, ki doseže višjo temperaturo kot propan. Ko morate namestiti cevi, vam ni treba varčevati z uporabo fluksa ali spajkalne paste.