
- Vrste in metode plazemskega rezanja
- Razvrstitev plazmatronov
- Naprava za rezanje s plazmo
- Načelo delovanja naprave
- Vrste plazmatronov
- Prednosti in slabosti tehnologije rezanja
- Izbira plazemske bakle
- Varnost izdelka
 Prvi plazemski stroji so bili izumljeni v 50. letih XX stoletja. Oprema je bila obsežna in draga, uporabljali so jo le v nekaterih panogah. Toda do konca dvajsetega stoletja je postalo na voljo plazemsko rezanje kovin in povpraševanje po njej je raslo.
Prvi plazemski stroji so bili izumljeni v 50. letih XX stoletja. Oprema je bila obsežna in draga, uporabljali so jo le v nekaterih panogah. Toda do konca dvajsetega stoletja je postalo na voljo plazemsko rezanje kovin in povpraševanje po njej je raslo.
Danes ta vrsta rezanja zaseda eno vodilnih mest v kovinskopredelovalni industriji. Oprema, ki se uporablja v tehnologiji rezanja s plazmo, se nenehno nadgrajuje, postaja bolj praktična in priročna.
Vrste in metode plazemskega rezanja
Plazma je rezanje kovine pod velikim tokom plazme, ki nastane s pihanjem plina skozi električni lok. Pri segrevanju plin ionizira v pozitivne in negativne delce. Temperatura plazemskega toka doseže nekaj tisoč stopinj.
Po vrstah rezanja s plazmo je:
- ločitev;
- površno.
Pri rezanju je elektroda zakopana v kovinskem delu. Kot med kovinsko površino in elektrodo naj bo od 60 ° do 90 °, s površino pa ne sme biti večji od 30 °.
 Obstajata dva načina:
Obstajata dva načina:
- z uporabo plazemskega loka;
- s pomočjo plazemskega curka.
Pri prvi metodi lok gori med neuporabno elektrodo in kovino, ki se razreže. V drugem primeru med oblikovalno konico plazmatrona in elektrodo. Izdelek med plazemskim curkom ni vključen v električni tokokrog.
Za obdelavo kovin se široko uporablja rezanje v plazmi z lokom, za obdelavo nekovinskih obdelovancev - obdelava s plazemskim curkom.
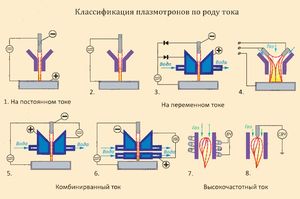
Razvrstitev plazmatronov
Plazmatrone za rezanje kovin delimo na električni lok, visokofrekvenčni in kombinirani.
Po vrsti oblikovanja loka:
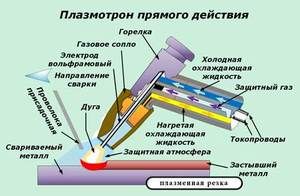
- Z lokom z neposrednim delovanjem, ki gori med kovinskim izdelkom in negorljivo elektrodo. Vir napajanja je enosmerni tok.
- Z indirektnim lokom. Ne glede na izdelek se ta napaja in gori med anodno šobo in katodno elektrodo. Napajanje se napaja z izmeničnim tokom.
Po vrsti hlajenja:
- zrak;
- voda.
 Bolj priljubljeno je vodno hlajenje plazemske bakle, saj je toplotna zmogljivost zraka nižja od vode. Vodno hlajenje vam omogoča, da na šobo in elektrodo namestite visoke toplotne obremenitve, kar poveča produktivnost plazemskega varjenja. Pomanjkljivost te vrste hlajenja je kompleksnost zasnove same naprave in potreba po stalni oskrbi s čisto vodo.
Bolj priljubljeno je vodno hlajenje plazemske bakle, saj je toplotna zmogljivost zraka nižja od vode. Vodno hlajenje vam omogoča, da na šobo in elektrodo namestite visoke toplotne obremenitve, kar poveča produktivnost plazemskega varjenja. Pomanjkljivost te vrste hlajenja je kompleksnost zasnove same naprave in potreba po stalni oskrbi s čisto vodo.
Z metodo stabilizacije loka:
- voda;
- vrtinec;
- dvojno;
- aksialni enojni;
- magnetno.
 Vodna metoda stabilizacije loka je zapletena v zasnovi, ima nezanesljiv sistem za samodejno napajanje in regulacijo elektrode.
Vodna metoda stabilizacije loka je zapletena v zasnovi, ima nezanesljiv sistem za samodejno napajanje in regulacijo elektrode.
Najpreprostejši in najpogostejši so vrtinčni, dvojni in aksialni enojni tipi stabilizacije loka. Magnetna metoda stabilizacije loka ni zelo učinkovita. Ustvari majhen stiskalni stolpec loka, napravo, ki jo je težko upravljati.
Po vrsti elektrode za delo s kovino:
- zaščiten s plinom;
- potrošni material;
- film zaščiten.
Najpogosteje se uporabljajo plinsko neprepustne katode z volframovo palico. Potrošni so grafitne katode. Filmsko zaščitene elektrode so narejene iz cirkonija, stisnjenega v bakreno kletko.
Naprava za rezanje s plazmo
V bistvu je plazmatron generator plazme. To je zanesljiva in kompaktna naprava, v kateri se enostavno regulirajo zagon, moč in zaustavitev načinov delovanja.
Plazemska bakla je sestavljena iz strukturnih elementov:
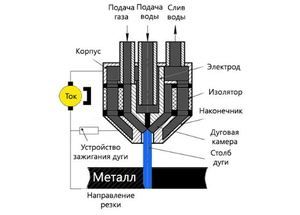 Ovitek.
Ovitek.- Fluoroplastično ohišje
- Sklop elektrode
- Mehanizem vrtinčenja zračnega toka.
- Izolacijski rokav.
- Elektroda
- Matica šobe.
- Šoba.
Glavni potrošni material naprave sta šoba in elektroda. Nosijo se z enako intenzivnostjo, zato jih je treba hkrati spreminjati. Nepravočasna zamenjava bo vplivala na kakovost reza in povzročila obrabo preostalih elementov naprave.
Ohišje se uporablja za zaščito naprave pred kovinskim prahom in kovinskimi brizgami. Ohišje in plazmatron je treba občasno očistiti pred kontaminacijo.
Načelo delovanja naprave
Pred delom se morate prepričati, da ima kompresor zadostni indikator tlaka in da se za vodne naprave tekočina segreje do potrebne temperature.
 Po pritisku na gumb "vžig" se iz vira napaja visokofrekvenčni tok. V notranjosti naprave tvori pripravljen električni lok, celoten kanal napolni stolpec loka.
Po pritisku na gumb "vžig" se iz vira napaja visokofrekvenčni tok. V notranjosti naprave tvori pripravljen električni lok, celoten kanal napolni stolpec loka.- Stisnjen zrak začne pritekati v komoro naprave. Skozi električni lok se segreje in poveča v prostornini, preneha biti izolator in prevaja tok.
- S hitrostjo od 2 do 3 m / s začne iz šobe naprave iztekati tok zraka, katerega temperatura lahko doseže 30 tisoč stopinj. Ta vroči zrak je plazma.
- Namesto dežnega prostora se prižge rezalni lok, ki ga v stiku s kovinsko odejo ogreje na mestu reza. V območju taljenja se pojavi rez in delci staljene kovine, ki nastanejo na obdelovancu, letijo ločeno od zračnega toka.
- S sprostitvijo gumba za vžig preneha gorenje loka.
- Na robovih rezane žlindre se odstrani, po potrebi se izdelek očisti iz nje.
Osnovno poznavanje načela delovanja plazemske bakle ne bo samo pomagalo razumeti, kako nadzirati postopek rezanja, temveč bo delo olajšalo, rez pa gladek in lep.
Vrste plazmatronov
V podjetjih se široko uporabljajo avtomatsko in ročno plazemsko rezanje.
Kovino lahko razrežete z različnimi vrstami naprav .
 Plazemski rezalniki za rezanje kovin. V to skupino spadajo zračno-plazemski in plinsko-plazemski rezalnik. Zračno-plazemski rezalnik izstopa s preprosto zasnovo in se uporablja za rezanje železnih kovin. Deluje lahko tako iz enofaznega kot trifaznega omrežja. Plinsko-plazemski aparat deluje na vodno paro, vodik, argon, kisik, dušik se uporabljajo za tvorbo plazme.
Plazemski rezalniki za rezanje kovin. V to skupino spadajo zračno-plazemski in plinsko-plazemski rezalnik. Zračno-plazemski rezalnik izstopa s preprosto zasnovo in se uporablja za rezanje železnih kovin. Deluje lahko tako iz enofaznega kot trifaznega omrežja. Plinsko-plazemski aparat deluje na vodno paro, vodik, argon, kisik, dušik se uporabljajo za tvorbo plazme.- Indukcijski rezalnik. To je visokofrekvenčna naprava, ki deluje na principu induktivno vezane plazme s temperaturo do 6000 K in visoko gostoto elektronov.
- Kombinirane naprave. Predstavlja simbioza visokofrekvenčnih tokov in električni lok. Električni izpust je stisnjen z magnetnim poljem.
- Naprave za plin, ki delujejo s stiskanjem obločnega stolpca s plinom, ki tvori plazmo.
- Naprave za vodo, katerih delovna tekočina je parni plin. Vodna para z visoko temperaturo spodbuja pospešeno izgorevanje ogljika.
- Magnetni rezalniki. Takšne naprave so neučinkovite in niso priljubljene. Njihova glavna prednost je, da se nadzor kompresije električnega loka izvaja brez izgube plina.
Glede na vrsto plazemske bakle je mogoče enostavno obdelati jeklo katere koli vrste, vključno s kovinami z visoko toplotno ekspanzijo, pa tudi materiale, ki ne vodijo električnega toka.
Prednosti in slabosti tehnologije rezanja
Ta tehnologija ima svoje prednosti pred drugimi metodami obdelave.
 Visoka produktivnost, enostavnost razvoja.
Visoka produktivnost, enostavnost razvoja.- Plazemsko rezanje ima visoko natančnost in različne linije rezanja.
- Obdelana površina ne potrebuje dodatnega brušenja.
- V tem času je onesnaževanje okolja minimalno.
- Rabljena ročna oprema je mobilna, ima majhno težo in dimenzije.
Pomanjkljivosti te metode vključujejo majhno, do 100 mm, debelino reza. Ne morete delati hkrati z dvema napravama, pa tudi odstopiti od pravokotne reza.
Izbira plazemske bakle
Če želite izbrati pravi aparat za rezanje kovine v plazmi, se morate odločiti, kakšne značilnosti mora imeti naprava. Izvorni podatki so lahko:
 samodejni ali ročni način rezanja;
samodejni ali ročni način rezanja;- trajanje dela;
- poraba električne energije;
- debelina kovine;
- vrsta kovine;
- kako pogosto se zamenjajo potrošni materiali;
- ocene uporabnikov o opremi in proizvajalcih.
Dobra možnost za najboljšo ceno in moč je model Svarog CUN 40 B (R 34). To je lahka in kompaktna naprava, ki se uporablja pri rezanju pločevin manjših od 0, 12 cm, je enostavna za upravljanje, nezahtevna v delovanju, poraba stisnjenega zraka pa je minimalna.
 Naprave z najboljšimi indikatorji za varčevanje z energijo vključujejo model AURORA PRO AIRFORCE 60 IGBT . Primeren je za rezanje materiala, ki vodi tok. Načelo delovanja temelji na brezkontaktnem vžigu loka. Rezultat rezanja je kakovostno delo brez deformacije kovine.
Naprave z najboljšimi indikatorji za varčevanje z energijo vključujejo model AURORA PRO AIRFORCE 60 IGBT . Primeren je za rezanje materiala, ki vodi tok. Načelo delovanja temelji na brezkontaktnem vžigu loka. Rezultat rezanja je kakovostno delo brez deformacije kovine.
Za rezanje debele kovine je primeren model BRIMA CUT 120. Naprava se uporablja za rezanje barvnih, ogljikovih, nerjavnih kovin in bakra. Debelina kovine lahko doseže do 35 mm. Ima vgrajeno nastavitev loka in gladko spreminja delovne parametre naprave.
Varnost izdelka
Pred delom z napravo je treba preučiti proizvajalčev potni list in regulativno dokumentacijo o varnostnih ukrepih GOST 12 .3.003−86 .
- Vzdrževanje in popravila opreme je treba izvesti z odklopljenim omrežjem.
- Na delovnem mestu ne sme biti vnetljivih tekočin ali gorljivih materialov.
 Delovno mesto mora biti opremljeno s sredstvi za gašenje požara, dobro prezračeno in po potrebi namestiti umetno prezračevanje.
Delovno mesto mora biti opremljeno s sredstvi za gašenje požara, dobro prezračeno in po potrebi namestiti umetno prezračevanje.- Specialist mora pri delu uporabljati posebna oblačila, obutev in drugo zaščitno opremo.
- Pri rezanju je bolje uporabiti posebne mize, ki so opremljene s sistemom za odstranjevanje plinov in pare.
- Če se dela izvajajo na prostem, je potreben nadstrešek.
- Ne pustite plazmatrona dolgo vklopljen.
Upoštevanje varnosti med delovanjem naprave bo pripomoglo k preprečevanju poklicnih bolezni in poškodb.