
- Vrste niti
- Vrste sort
- Nasveti za izdelavo delov
- Druge vrste predelave
- Kako preveriti pravilno delovanje
 Dandanes navojne povezave najdemo skoraj povsod: tako v tehničnih napravah kot v velikem številu gospodinjskih predmetov. Glavno orodje za izdelavo takšnih spojin je pipa. Za rezanje navojev se uporablja za hitro in enostavno izdelavo natančne in kakovostne obdelave na notranji ravnini luknje.
Dandanes navojne povezave najdemo skoraj povsod: tako v tehničnih napravah kot v velikem številu gospodinjskih predmetov. Glavno orodje za izdelavo takšnih spojin je pipa. Za rezanje navojev se uporablja za hitro in enostavno izdelavo natančne in kakovostne obdelave na notranji ravnini luknje.
Vrste niti
Zasnova orodja je sčasoma postala bolj premišljena in danes vam omogoča, da ustvarite jasno notranjo nit.
Vrste niti so določene z naslednjimi parametri: namen, vrsta profila, velikost koraka, smer (desno, levo), merilni sistem (metrična, palčna, cev), lokacija na delu (notranja, zunanja), narava površine, število obiskov.
Predvidena klasifikacija
V sodobni industriji obstajajo različne vrste pip, ki se med seboj razlikujejo po dizajnu in funkcionalnosti. Po pipah lahko pipe pripadajo eni od naslednjih vrst:
 Ročni pipe so eno-, dvo- in tri-nastavljivi. Število pipa v kompletu je prikazano s številom krožnih vzorcev na drogu. Pri predelavi izdelkov iz posebej trdih zlitin tak komplet lahko doseže pet kosov. Delovni premer takega orodja v kompletu se razlikuje.
Ročni pipe so eno-, dvo- in tri-nastavljivi. Število pipa v kompletu je prikazano s številom krožnih vzorcev na drogu. Pri predelavi izdelkov iz posebej trdih zlitin tak komplet lahko doseže pet kosov. Delovni premer takega orodja v kompletu se razlikuje.- Strojne pipe so namenjene rezanju slepih in skozi niti. Za dobro ločevanje sekancev in za prekinjene luknje uporabite orodje z utorom za vijake: levo - za skozi, desno - za slepe luknje z desnim navojem. Uporabljajo se na stružnih, vrtalnih, modularnih in drugih strojih.
- Če želite ustvariti nit skozi skozi luknje, uporabite matice, ne da bi se obrnili nazaj, tako da narezane matice nataknete na ravno ali ukrivljeno držalo orodja. Pipke s to oblikovalsko funkcijo se uporabljajo na strojih za rezanje matic, kjer sekajo matice v neprekinjenem ciklu. Praviloma delujejo brez prisilnega vlaganja.
 Spot pipi . Zasnovan za predhodno rezanje okroglih matric pred vrtanjem lukenj za rezanje sekancev. Sesalni del je po celotnem profilu zožen.
Spot pipi . Zasnovan za predhodno rezanje okroglih matric pred vrtanjem lukenj za rezanje sekancev. Sesalni del je po celotnem profilu zožen.- Maternice . Namenjeno kalibriranju niti okroglih matric po vrtanju lukenj. Sesalni del je konične oblike po celotnem profilu, kalibrirni del pa je valjast.
- Kombinirani pipe . Zasnovan za izvajanje več potez obdelave. Vrtanje luknje in vstavljanje skozi luknje brez vsiljevanja je izvedljivo, če orodje za rezanje navojev začne delovati, potem ko vrtalnik zapusti luknjo.
Navijanje v lahkih kovinah se izvaja s pomočjo obdelovalnih strojev, opredeljenih s standardi GOST, pri katerih se navoji na profilnem delu odložijo. Z levimi utori - za desne luknje in za slepe luknje - desne luknje.
Pri jeklenih in toplotno odpornih jeklenih vrstah se rezanje navojev izvaja s posebnimi orodji (GOST 17927–72 *).
Rezanje titana in njegovih zlitin
V luknje slepih in dolgih niti se je treba izogibati, da preprečite lom delovnega orodja. Postopek navoja je olajšan s povečanjem premera luknje za navojni element. V trdih materialih in kaljenih jeklih se rezanje niti izvede tudi s karbidnimi orodji. Uporabite metode vibracijskega rezanja navojnega elementa.
Pomembni parametri
Glede na želene značilnosti, natančnost, dovoljeno hrapavost površine obdelovanca, konfiguracijo dela in namen navojnega elementa izberite način izdelave dela. Pomembno vpliva na ta postopek in obdelovalnost zasnove delov z navojem.
Vrste sort
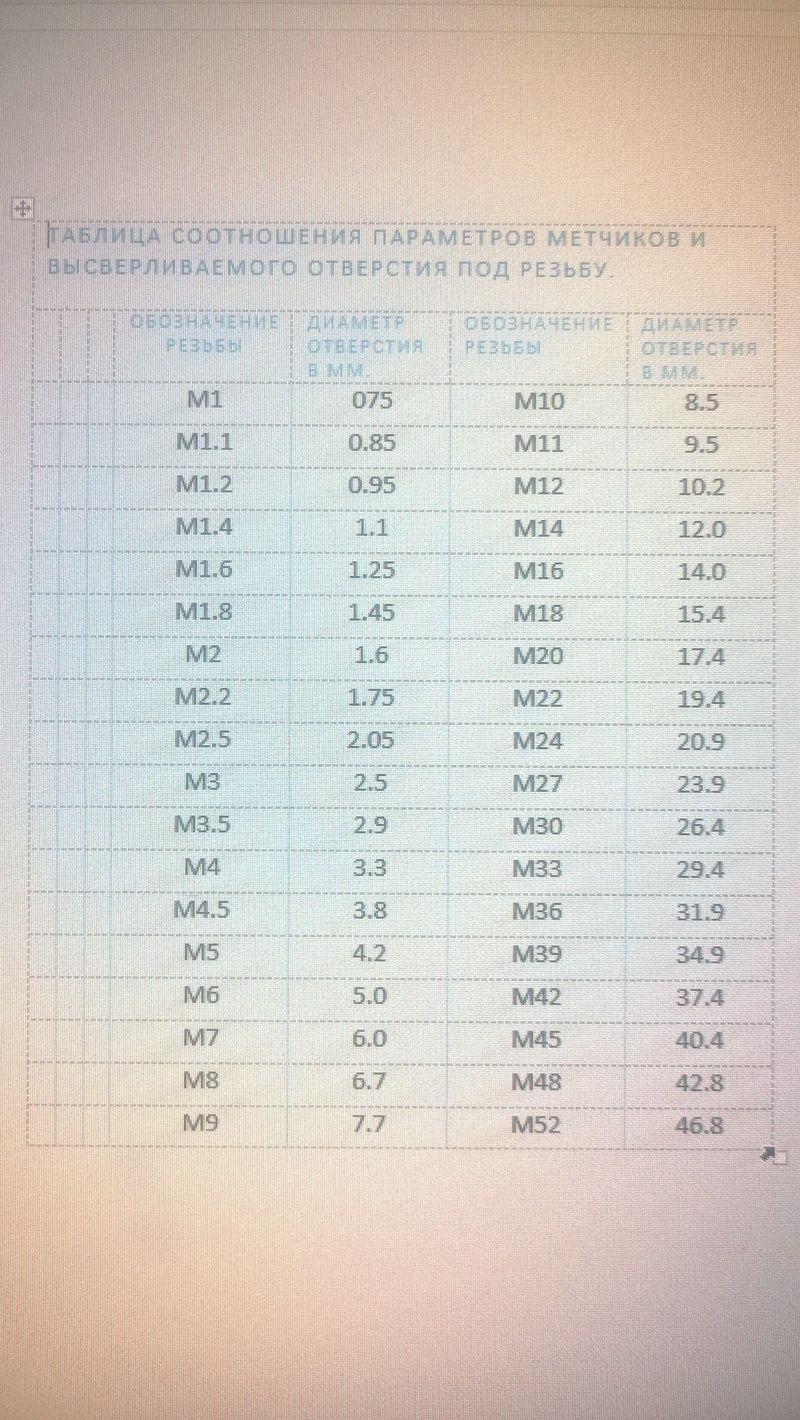
Metrična vrsta rezanja. Izrezan element takšne niti ima obliko enakomernega trikotnika, celotna vrednost se meri v milimetrih, takšni pipi so označeni s črko (M). Za izbiro pravega orodja med rezanjem se uporablja posebna referenčna tabela pipov.
Tabela tapkanja:
Palec delovni del orodja ima stožčasto obliko. Premer takega orodja se meri v palcih, višina naklona pa je število niti na palec.
Cev. Cilindrične in stožčaste pipe se uporabljajo za navoje cevi.
Nasveti za izdelavo delov
Pri rezanju navojnega zunanjega elementa je pomembno upoštevati varnostne ukrepe. Prav tako je treba upoštevati naslednja priporočila:
- Pred rezanjem zunanjega navojnega elementa obdelovanca na palici je potrebno poskočiti, namestiti matrico natančno brez izkrivljanj in se prepričajte, da je obdelovanec namazan z oljem.
- V primeru, ko je palica ukrivljena, lahko odstranite pokvarjen del zlitine in začnete znova navojiti.
- Če je luknja obdelana s pipo, jo je treba vrtati pravokotno na ravnino dela, odstraniti poskok in grobo pipo namazati z oljem.
- Pri izbiri pipov je bolje, da bodite pozorni na označevanje orodja in se odločite za izdelke iz jekla visoke hitrosti. Takšno jeklo je bolj trpežno in ni nagnjeno k napakam.
- Če se je orodje za rezanje notranjih niti pokvarilo, morate s posebnim orodjem odstraniti obdelovanca.
Druge vrste predelave
Za rezanje rezalnikov na stružnicah zunanje in notranje ravnine se uporabljajo različni karbidni vložki ali majhno orodje, ki po obliki spominja na dolgočasno orodje. Orodja z enim navojem proizvajajo obdelavo profila z več prehodi. Navojni rezalniki so prizmatični, lamelarni, palicni, z mehanskim pritrditvijo karbidnih plošč.

Orodje je nameščeno na sredini dela, ki ga je treba rezati. Takšna obdelava se izvaja na večosnih ali valjanih strojih. Obstaja možnost uporabe vložkov z enim zobom in več zob karbida.
Uporaba zamenljivih karbidnih vložkov pri navojih na stružnicah omogoča obdelavo lukenj 6 mm ali več. Strojni navoj je primeren za številne materiale s trdoto do 50 HRC.
Rezkalniki z nitmi
Drugi način rezanja notranjih in zunanjih niti je z rezkarji na CNC strojih, ki imajo spiralno interpolacijo. Uporablja se v takšnem orodju za rezanje niti, kot celi rezkarji iz karbidnih rezkarjev, zato so zamenljivi karbidni vložki. Obstajajo rezkalniki z več zavojev, z enim zavojem, diski in glavniki. Pri obdelavi obdelovanca se daje prednost rezkarjem z več vrtljaji. Njihov obseg je precej obsežen, saj so sposobni obdelati material z močjo do 65 HRC in omogočajo obdelavo najrazličnejših materialov.
Ti rezalniki imajo široko paleto uporabe, njihov premer pa se začne z najmanjšim (od 1, 5 mm) in konča z največjimi velikostmi. Uporaba tega orodja ima številne prednosti. Isti rezalnik se lahko uporablja za luknje različnih premerov z uporabo enojnega navoja.
Uporaba abrazivnih materialov
Način obdelave niti z abrazivnimi orodji se bistveno razlikuje od prejšnjih in daje veliko verjetnost rezanja notranje natančnosti z visoko natančnostjo. Je visoko kvalificirana rešitev za izdelavo ogromnega števila delov, ki imajo nizko toleranco nepravilnosti od želenih parametrov. En tak stroj lahko brusi najrazličnejše notranje različice navojnih elementov. Elementi, izdelani z notranjim brušenjem, vključujejo navojne merilnike, matice za navadne zobnike in kroglične vijake.

Rezanje navojev z mletjem se izvaja na strojih, zasnovanih za te procese, ki imajo glavne značilnosti: togost vgradnje, stabilna temperatura, natančnost gibanja vzdolž koordinatnih osi, sposobnost izvajanja natančnih ciklov gibanja in prisotnost posebnih natančnih vretena s senzorji za nadzor temperature.
Postopek striženja
Za luknje za obdelavo kovin do globine štirih kalibrov se uporabljajo zvitki. Njihovo načelo delovanja je deformacija materiala, medtem ko čip ni oblikovan in ni verjetnosti zastoja čipov. Pomanjkljivost tega načina obdelave je omejena togost slepega dela do 40 HRC, saj tak način navoja omogoča deformacijo uporabljenega materiala, ki mora biti duktilna, z nizkim nateznim koeficientom.

Takšno orodje ima večjo togost, zaradi česar praktično ni podvrženo zvijanju. Navojna nit je najmočnejša, saj se groba zlitina stisne in postane bolj enakomerna. Med pomanjkljivostmi te vrste pipe je največji navor in večja moč stroja. Omejitev je dejstvo, da je treba luknjo natančneje izvrtati kot pri navojih.
Rezkani deli se v nekaterih panogah ne uporabljajo zaradi upogiba notranjega premera navoja.
Kako preveriti pravilno delovanje
Za preverjanje pravilnosti in, kar je najpomembneje, kakovosti opravljenega dela, obstajajo posebna orodja - kalibri. Pri takšnem instrumentu je treba upoštevati naslednje podatke:
- Parametri tolerance;
- PK imenovanje;
- LH šifra za orodje z levim navojem.
Obstajajo kalibri
- Prstan.
- Pluta.
- Nosilec
Preden začnete uporabljati te metode, morate temeljito preučiti procese, izbrati, kaj je primerno, in dosledno upoštevati vsa pravila za obdelavo. Ne zanemarjajte varnostnih ukrepov, le v tem primeru bo rezultat kakovosten in natančen.